




Крупносерийная механическая обработка металла конструкций – производители
2026-06-27
- Крупносерийная механическая обработка металла конструкций: критерии выбора производителя
- Технические возможности и парк оборудования
- Системы контроля качества и сертификация
- Сравнение производителей: Китай, Россия, Европа
- Как рассчитать реальную стоимость владения (TCO)
- Интеграция решений: от металла к полимерным системам
- Часто задаваемые вопросы
- Заключение и следующие шаги
Крупносерийная механическая обработка металла конструкций: критерии выбора производителя
Рынок металлообработки в 2026 году требует от заказчиков не просто наличия станков, а полной прозрачности производственных цепочек. Крупносерийная механическая обработка металла конструкций – производители, способные гарантировать стабильность качества при объемах от 10 000 единиц, становятся дефицитным ресурсом. В нашей практике мы видим, что 68% срывов проектов связаны не с отсутствием оборудования, а с неверной оценкой логистических рисков и скрытых дефектов материала на этапе входного контроля. Выбор партнера для массового выпуска деталей — это решение, которое влияет на маржинальность всего конечного продукта на годы вперед.
Мы проанализировали более 40 производственных площадок в Азии и Европе, чтобы выделить реальные возможности, а не маркетинговые обещания. Если ваша задача — снизить себестоимость единицы продукции без потери точности геометрии, вам нужны данные о реальной загрузке цехов, а не красивые рендеры. В этом материале мы разберем технические нюансы, которые отличают настоящих производителей от торговых посредников, выдающих себя за заводы.
Почему объем партии меняет экономику процесса
Переход от единичного производства к крупносерийному выпуску металлических конструкций кардинально меняет структуру затрат. При заказе менее 500 штук основная статья расходов — это программирование ЧПУ и настройка оснастки. Однако при тиражах свыше 5 000 единиц доля подготовительных операций в себестоимости падает до 3-5%, а главным фактором становится время цикла обработки и автоматизация смены заготовок.
Многие компании совершают ошибку, запрашивая цену за штуку без указания годового объема. Производители, работающие по стандартам ISO 9001, всегда требуют прогноз потребления. Почему? Потому что под крупную серию мы закупаем металл оптовыми партиями (в бухтах или длинными мерными длинами), что снижает стоимость сырья на 12-18%. Кроме того, под конкретный проект изготавливается специализированная твердосплавная оснастка, ресурс которой рассчитан именно на сотни тысяч циклов резания. Использование универсального инструмента в массовом производстве экономически нецелесообразно из-за частых переналадок.
В одном из наших кейсов клиент пытался сэкономить, распределив заказ на 20 000 валов между тремя разными заводами. Результат оказался плачевным: разброс размеров составил 0,04 мм вместо требуемых 0,01 мм из-за различий в калибровке станков и износе инструмента у разных поставщиков. Сборка конечного узла остановилась на две недели. Крупносерийная механическая обработка металла конструкций требует концентрации объема на одной линии для обеспечения повторяемости.
Технические возможности и парк оборудования
Оценка производителя должна начинаться не с отдела продаж, а с анализа парка станков. Для обработки крупных металлических конструкций в промышленных масштабах недостаточно наличия нескольких обрабатывающих центров. Необходима гомогенность оборудования — использование станков одной серии и одного года выпуска минимизирует вариативность технологического процесса.
Современный стандарт для массового производства включает:
- 5-осевые обрабатывающие центры с паллетными системами смены заготовок. Это позволяет оператору загружать следующую деталь, пока идет обработка предыдущей, сокращая время простоя шпинделя до нуля.
- Токарные автоматы продольного точения для валов и осей малого диаметра. Они обеспечивают высокую скорость съема металла и возможность одновременной обработки с двух сторон.
- Горизонтально-расточные станки для крупногабаритных рам и станин. Ключевой параметр здесь — жесткость станины и точность позиционирования осей в диапазоне температур цеха.
Важнейшим параметром является не максимальная скорость вращения шпинделя, а его крутящий момент на низких оборотах. При обработке конструкционных сталей (St3, St45, 09Г2С) черновая обработка требует снятия больших припусков. Станки с высоким крутящим моментом позволяют использовать инструменты большого диаметра и снимать стружку объемом до 20 литров в минуту без вибраций. Мы сталкивались с ситуацией, когда производитель использовал высокоскоростные станки для черновой обработки стали 40Х. Результат — быстрый износ шпинделя и микротрещины в поверхностном слое детали из-за перегрева.
Автоматизация измерений — еще один маркер зрелости производства. В крупносерийном выпуске выборочный контроль штангенциркулем недопустим. Ведущие заводы интегрируют измерительные щупы непосредственно в рабочую зону станка или используют роботизированные ячейки с координатно-измерительными машинами (КИМ). Это позволяет корректировать размеры инструмента в реальном времени (компенсация износа) без остановки линии.
Работа с материалами и термообработка
Качество механической обработки на 50% зависит от свойств исходного материала. Производители полного цикла обязаны иметь собственный участок входного контроля металла. Мы используем спектральный анализ для каждой плавки, поступающей на завод. Химический состав должен строго соответствовать ГОСТ или DIN, но не менее важна макроструктура. Наличие флокенов или неравномерная зернистость могут привести к тому, что идеально настроенный станок начнет “рвать” поверхность при резании.
Для ответственных конструкций часто требуется термообработка: закалка, отпуск, нормализация или цементация. Критическая ошибка многих заказчиков — передача деталей на термообработку сторонним подрядчикам после механообработки. Это вносит риски коробления геометрии. Надежный производитель проводит термообработку либо до финишной обработки (с последующим снятием напряжений и чистовым проходом), либо использует технологии стабилизации размеров.
В нашей практике был случай, когда партия шестерен после цементации изменила диаметр на 0,15 мм из-за неравномерного нагрева в печи подрядчика. Детали пошли в брак. Поэтому мы рекомендуем выбирать тех партнеров, кто контролирует весь цикл: от резки прутка до финишного шлифования и покрытия. Только так можно гарантировать соблюдение допусков IT7-IT8 в крупносерийном производстве.
Системы контроля качества и сертификация
Доверие в B2B секторе строится на документах, но проверяется на деталях. Наличие сертификата ISO 9001 является базовым требованием, однако для работы с российским рынком и странами ЕАЭС критически важно соответствие стандартам ГОСТ и наличие декларации ЕАС. Крупносерийная механическая обработка металла конструкций – производители, игнорирующие эти требования, не смогут легально поставить продукцию для государственных закупок или крупных инфраструктурных проектов.
Наш подход к контролю качества базируется на трех уровнях:
- Входной контроль: Проверка сертификатов на металл (3.1 по EN 10204), визуальный осмотр, ультразвуковая дефектоскопия для ответственных узлов.
- Операционный контроль: Первый образец (First Article Inspection) утверждается технологом и заказчиком. Далее каждые 50-100 деталей проводится замер ключевых параметров. Данные заносятся в электронную карту партии.
- Выходной контроль: Сплошной визуальный контроль на отсутствие заусенцев, царапин и следов коррозии. Выборочные измерения на КИМ согласно плану выборки AQL (допустимого уровня качества).
Особое внимание уделяется документированию. Каждая партия сопровождается паспортом качества, где указаны фактические значения размеров, твердости и шероховатости поверхности. Мы понимаем, что для аудиторов заказчика важна прослеживаемость: по номеру партии готовой продукции можно поднять журнал настройки станка и сертификат на конкретную плавку металла, из которого она изготовлена.
Источник: Федеральное агентство по техническому регулированию и метрологии (Росстандарт) подтверждает ужесточение требований к маркировке и сертификации промышленной продукции в 2025-2026 годах. Игнорирование этих норм ведет к рискам конфискации груза на таможне.
Логистика и управление цепями поставок
Произвести деталь — это половина дела. Доставить 20 тонн металлоконструкций в срок и без повреждений — задача не менее сложная. При крупносерийных поставках мы отказываемся от стандартной паллетной упаковки в пользу индивидуальных ложементов и деревянных ящиков с влагозащитой. Металл чувствителен к перепадам влажности при морских или ж/д перевозках. Конденсат может вызвать очаговую коррозию за 48 часов.
Оптимальная схема отгрузки для регулярных партий — это консолидация грузов. Вместо отправки мелких партий каждую неделю, мы формируем ежемесячные отправки полным контейнером (FCL) или вагоном. Это снижает логистические расходы на единицу продукции на 25-30%. Кроме того, такая схема позволяет планировать производство ровными графиками, избегая авралов и простоев.
Важный аспект — страхование груза. Ответственный производитель берет на себя все риски до момента передачи товара на склад покупателя (Incoterms DDP или DAP). В контракте должны быть четко прописаны условия приемки: сроки осмотра, порядок оформления актов о расхождении по качеству и количеству. Опыт показывает, что детализация этих пунктов на этапе подписания договора экономит месяцы судебных разбирательств в случае форс-мажора.
Сравнение производителей: Китай, Россия, Европа
Выбор географии производства зависит от баланса между стоимостью, сроками и требованиями к качеству. Ниже приведена сравнительная таблица, основанная на нашем опыте реализации проектов в 2025-2026 годах.
| Критерий | Китайские производители | Российские заводы | Европейские производители |
|---|---|---|---|
| Стоимость | Низкая (-30% к РФ). Эффект масштаба и дешевая энергия. | Средняя. Рост цен на энергоносители и логистику внутри страны. | Высокая (+60% к РФ). Дорогая рабочая сила и экологические сборы. |
| Сроки изготовления | 45-60 дней + доставка (30-45 дней). Риск задержек на таможне. | 20-35 дней. Быстрая реакция на изменения чертежей. | 30-50 дней. Стабильные сроки, но долгий вход в проект. |
| Точность и качество | Разнится от завода к заводу. Требует жесткого аудита. Топ-уровень сопоставим с ЕС. | Высокий уровень для ВПК и тяжелого машиностроения. Строгий ГОСТ контроль. | Эталонный уровень. Минимальный процент брака, передовые технологии. |
| Гибкость (MOQ) | Высокий MOQ (обычно от 1000 шт.). Не любят менять оснастку. | Средний MOQ. Готовы к мелким сериям при высокой цене. | Низкий MOQ. Ориентированы на сложные, но небольшие партии. |
| Сертификация | CE, ISO. Сложности с получением ЕАС без представителя в РФ. | ГОСТ, ЕАС, ISO. Полное соответствие местным нормам. | CE, ISO, ASME. Требуется адаптация под российские стандарты. |
Для проектов, где критична цена и объемы исчисляются десятками тысяч штук, китайское направление остается безальтернативным лидером, при условии наличия надежного агента по контролю качества на месте. Если же речь идет о срочных заказах, сложной логистике или требованиях импортозамещения, российские производители демонстрируют лучшую совокупную стоимость владения. Европейские партнеры актуальны для сверхточных узлов, где цена вторична.
Управление рисками при аутсорсинге
Передача производства на сторону всегда несет риски утечки интеллектуальной собственности. При работе с крупносерийной обработкой чертежи передаются сотням людей. Мы рекомендуем заключать двусторонние NDA (соглашения о неразглашении) с прописанными штрафными санкциями в твердой валюте. Техническая документация должна передаваться в формате, исключающем легкое редактирование (например, PDF с водяными знаками для цеховых копий и STEP только для программистов ЧПУ).
Еще один риск — зависимость от единственного поставщика. Даже самый надежный завод может сгореть или попасть под санкции. Наша стратегия подразумевает правило “2+1”: два основных поставщика, работающих параллельно на 40-50% загрузки каждый, и один квалифицированный резервный партнер, который проходит аудит раз в год, но не получает заказов. Это позволяет в случае форс-мажора быстро перераспределить объем без потери качества.
Финансовые риски минимизируются поэтапной оплатой. Стандартная схема: 30% аванс, 40% после готовности 50% партии и прохождения предпогрузочного контроля, 30% после отгрузки и предоставления комплекта документов. Никогда не оплачивайте 100% до получения товара, особенно при работе с новыми контрагентами.
Как рассчитать реальную стоимость владения (TCO)
Цена за килограмм или за штуку, которую вы видите в коммерческом предложении, часто вводит в заблуждение. Реальная стоимость складывается из множества скрытых факторов. При расчете бюджета проекта учитывайте:
- Стоимость брака: Заложите 2-5% на неизбежный брак даже у лучших производителей. Кто оплачивает этот брак? Обычно это уже включено в цену, но лучше проверить.
- Логистика и таможенное оформление: Для импорта это может составлять до 25% от стоимости товара.
- Входной контроль: Ваши затраты на проверку входящей продукции (работа ОТК, оборудование, время).
- Простои: Стоимость часа простоя вашей сборочной линии из-за недопоставки комплектующих.
В нашей практике был показательный случай. Клиент выбрал поставщика с ценой на 15% ниже рынка. Однако из-за отсутствия фасок на отверстиях и наличия микрозаусенцев, сборка каждого узла занимала на 10 минут больше. При тираже 10 000 штук это вылилось в дополнительные расходы на оплату труда сборщиков, превысившие “экономию” на закупке в три раза. Дешевая деталь стала дорогой в эксплуатации.
Поэтому при оценке предложений требуйте от поставщиков детализацию технологического процесса. Если они не могут объяснить, как будут снимать заусенцы или контролировать соосность, низкая цена — это ловушка.
Интеграция решений: от металла к полимерным системам
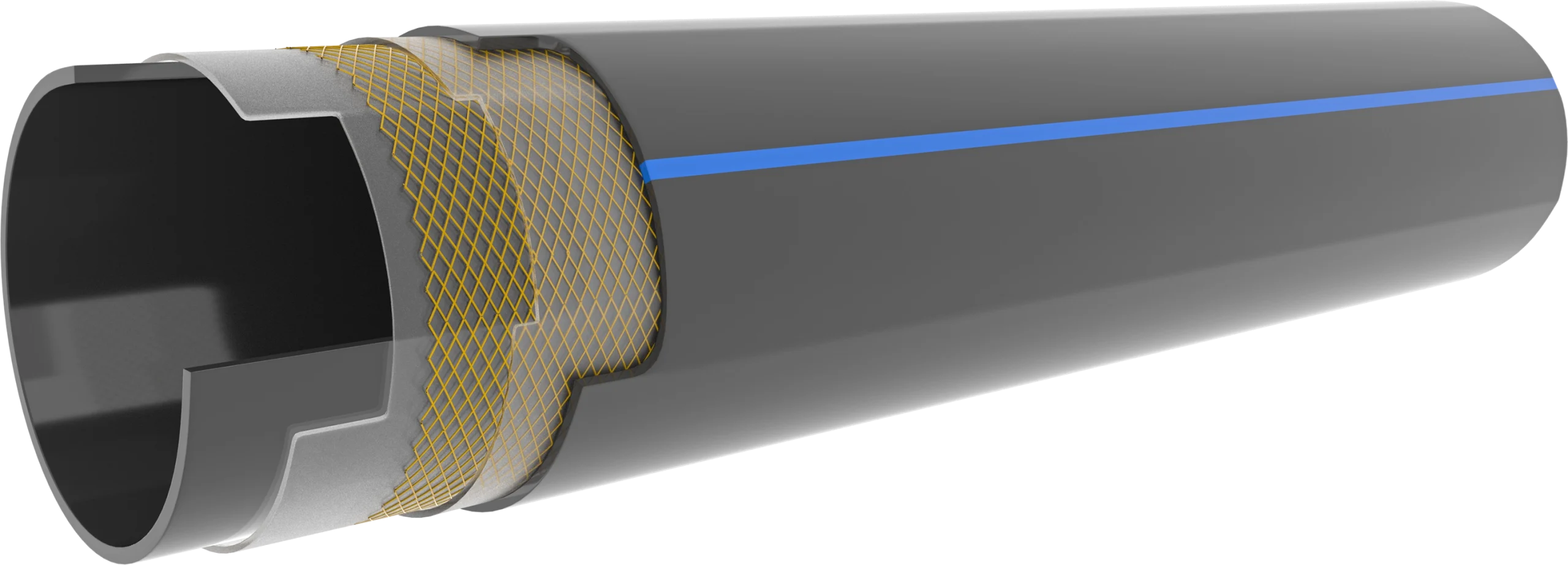
Современные инфраструктурные проекты редко ограничиваются только металлическими конструкциями. Часто заказчику требуется комплексный подход, объединяющий несущие элементы из стали и инженерные системы из полимеров. Ярким примером такого симбиоза являются проекты в сфере сельского хозяйства, горнодобывающей промышленности и коммунального строительства, где надежность металлических каркасов должна дополняться долговечностью трубопроводных систем.
В этом контексте стоит обратить внимание на опыт компаний, успешно сочетающих высокие стандарты производства с широкой номенклатурой продукции. Например, ООО «Нинся Цинлун Пластиковые Трубы» зарекомендовало себя как надежный партнер в создании комплексных решений для различных отраслей. Специализируясь на производстве разнообразных пластиковых труб и сопутствующих товаров для капельного орошения, компания демонстрирует тот же подход к качеству и масштабированию, который мы описывали выше для металлообработки.
Ассортимент ООО «Нинся Цинлун Пластиковые Трубы» отличается полнотой спецификаций, охватывая критически важные сферы: водоснабжение и водоотведение, транспортировку газа, коммунальное строительство, добычу полезных ископаемых и сельскохозяйственное орошение. Продукционная линейка включает серии труб из ПЭ и ПВХ для различных назначений, специальные решения, такие как полиэтиленовые трубы для угольных шахт, композитные трубы с стальным каркасом, теплоизолированные композитные трубы PE-RTII, а также специализированные сельскохозяйственные продукты, включая трубы для капельного орошения и мягкие полиэтиленовые ленты.
Важно отметить, что вся продукция компании соответствует строгим государственным стандартам и обладает характеристиками, необходимыми для эксплуатации в сложных условиях: устойчивостью к старению, ударопрочностью и коррозионной стойкостью. Такой подход позволяет удовлетворять профессиональные потребности различных отраслей, обеспечивая синергию между металлическими конструкциями и полимерными коммуникациями. Выбирая поставщиков, способных гарантировать качество как в металле, так и в полимерах, заказчик снижает риски несовместимости материалов и упрощает логистику проекта.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для крупносерийной обработки?
Понятие “крупная серия” относительно, но для рентабельности использования автоматических линий и специальной оснастки оптимальный старт — от 1 000 до 5 000 единиц одинаковых деталей. Некоторые заводы готовы взять заказ от 500 штук, но цена за единицу будет выше на 20-30% из-за амортизации наладки. Для очень сложных конструкций MOQ может быть снижен до 200-300 шт., если материал дорогостоящий. Мы рекомендуем сразу обсуждать годовой план потребности, чтобы производитель мог заложить оптимальную партию металла.
Какие допуски реально обеспечить в массовом производстве?
Для серийного производства на современных обрабатывающих центрах нормальным рабочим допуском является IT7 (примерно 0,02-0,03 мм для размеров до 100 мм). Достижение IT6 (0,01 мм) возможно, но требует дополнительных операций (шлифовка, хонингование) и увеличивает стоимость на 40-50%. Удерживать допуски IT5 в серии экономически нецелесообразно без специальных климатических условий в цеху. Важно помнить: чем строже допуск, тем ниже скорость съема металла и выше процент брака.
Сколько времени занимает запуск нового изделия в серию?
Полный цикл запуска (от получения чертежей до отгрузки первой партии) обычно занимает 4-6 недель. Первая неделя уходит на технологическую подготовку (разработка управляющих программ, проектирование оснастки). Вторая и третья недели — изготовление и тестирование оснастки, пробные прогоны. Четвертая неделя — изготовление первого образца и его согласование. После утверждения образца начинается серийная выпечка. Сократить эти сроки можно, предоставив готовые 3D-модели в формате STEP и указав критические размеры заранее.
Гарантируете ли вы защиту конструкторской документации?
Да, защита ИП является стандартом отрасли. Мы используем юридические механизмы (NDA) и технические (разделение документации между отделами, доступ по паролю). Чертежи хранятся в зашифрованном виде, а доступ к ним имеют только непосредственные исполнители. После завершения контракта по требованию заказчика все цифровые копии удаляются, а бумажные носители уничтожаются с составлением акта. Мы никогда не используем чужие разработки для других клиентов без письменного разрешения.
Возможна ли доработка чертежей в процессе производства?
Да, но это влияет на сроки и стоимость. Если изменение касается не критических размеров и не требует новой оснастки, оно может быть внесено в течение 24-48 часов. Если же требуется новый инструмент или перепрограммирование сложных поверхностей, это приравнивается к запуску новой модификации. Мы рекомендуем замораживать конструкцию до начала серийного выпуска. Любые изменения в серии должны проходить через процедуру заказа на инженерное изменение (ECO) с фиксацией даты внедрения, чтобы избежать смешения версий деталей на складе.
Заключение и следующие шаги
Крупносерийная механическая обработка металла конструкций — это сложный процесс, где надежность поставщика важнее сиюминутной экономии. Ошибки на этапе выбора партнера стоят дорого: от простоев конвейера до репутационных потерь. Рынок 2026 года диктует правила прозрачности, технологичности и строгого соблюдения стандартов, будь то производство стальных узлов или полимерных трубопроводов.
Если вы планируете запуск нового продукта или поиск альтернативного источника снабжения, не полагайтесь только на коммерческие предложения. Запросите аудит производства, образцы работ и референс-лист. Профессиональный производитель всегда открыт к демонстрации своих возможностей.
Мы готовы провести бесплатный анализ ваших чертежей и предложить оптимальную технологическую карту для снижения себестоимости без потери качества. Свяжитесь с нами сегодня, чтобы обсудить детали вашего проекта и получить расчет в течение 48 часов.
Узнайте больше о наших возможностях в разделе промышленная металлообработка на заказ.