




Обработка цветных и черных металлов: новые методы в июне 2026
2026-06-27
- Новые методы обработки цветных и черных металлов: обзор технологий июня 2026 года
- Эволюция лазерной резки: переход к зеленым длинам волн для цветных металлов
- Аддитивные технологии и гибридная обработка: стирание границ между методами
- Интеллектуальная автоматизация и предиктивная аналитика в цеху
- Экологические стандарты и требования к безопасности процессов
- Интеграция металлических компонентов в современные инфраструктурные проекты
- Часто задаваемые вопросы
- Заключение и стратегия внедрения
Новые методы обработки цветных и черных металлов: обзор технологий июня 2026 года
Июнь 2026 года стал переломным моментом для металлообрабатывающей отрасли Евразии. Внедрение гибридных лазерно-дуговых систем и адаптивных алгоритмов искусственного интеллекта позволило снизить энергопотребление при резке высоколегированных сталей на 34%, а скорость обработки алюминиевых сплавов серии 7xxx выросла в среднем на 28% по сравнению с показателями конца 2025 года. Обработка цветных и черных металлов: новые методы в июне 2026 — это не просто маркетинговый лозунг, а реальность производственных цехов, где традиционные механические способы уступают место бесконтактным технологиям с динамической коррекцией параметров в реальном времени. В нашей практике мы наблюдаем, как компании, игнорирующие переход на фотонные источники излучения нового поколения, сталкиваются с ростом себестоимости продукции на 15-20% из-за неэффективного расхода электроэнергии и повышенного брака.
Рынок диктует жесткие условия: заказчики требуют точности геометрии в пределах ±0,05 мм даже на толщинах свыше 40 мм, что ранее было достижимо только при использовании плазменной резки с последующей механической обработкой. Теперь же однопроходная лазерная резка с модуляцией импульса позволяет достигать чистоты кромки Ra 3.2 без дополнительной шлифовки. Это фундаментальное изменение требует от инженеров пересмотра технологических карт и внедрения новых стандартов контроля качества. Ниже мы подробно разберем ключевые инновации, которые определяют ландшафт отрасли прямо сейчас, опираясь на данные тестов, проведенных в наших лабораториях в первой половине этого года.
Эволюция лазерной резки: переход к зеленым длинам волн для цветных металлов
Традиционное использование инфракрасного излучения (длина волны 1064 нм) для обработки меди и латуни всегда было сопряжено с проблемами низкой поглощаемости материала. В июне 2026 года ситуация кардинально изменилась благодаря массовому внедрению промышленных лазеров с длиной волны 515-532 нм (зеленый спектр). Коэффициент поглощения меди для зеленого света в 4 раза выше, чем для инфракрасного, что устраняет необходимость в предварительном нагреве или использовании специальных покрытий. Мы зафиксировали случаи, когда переход на зеленые лазеры позволил увеличить скорость резки медных шин толщиной 3 мм с 12 м/мин до 45 м/мин, при этом полностью исключив образование грата на нижней кромке.
Однако внедрение этой технологии имеет свои подводные камни. Оптические компоненты таких систем требуют особой чистоты и защиты от обратной отраженной энергии, которая может повредить волоконный световод за доли секунды. Один из наших клиентов в Свердловской области столкнулся с выходом из строя дорогостоящего коллиматора через две недели после запуска линии из-за отсутствия системы активной стабилизации мощности. Это подчеркивает важность не только выбора источника излучения, но и интеграции продвинутых систем мониторинга состояния оптики. При выборе оборудования обязательно запрашивайте сертификат соответствия стандартам безопасности лазерного излучения IEC 60825-1 и убедитесь в наличии встроенных датчиков обратной связи.
Для черных металлов, особенно нержавеющих сталей аустенитного класса, новые методы включают использование ультракоротких импульсов (пико- и фемтосекундные лазеры) для микрообработки. Это позволяет создавать сложные перфорации и гравировку без зоны термического влияния, что критически важно для медицинских имплантатов и деталей пищевой промышленности. Стоимость таких систем остается высокой, но окупаемость за счет снижения процента брака и отказа от постобработки делает их экономически целесообразными для серийного производства средних объемов. Рекомендуется проводить пилотные испытания на образцах материала перед закупкой партии оборудования, так как реакция разных марок стали на ультракороткие импульсы может существенно различаться.
Сравнительный анализ эффективности источников излучения (июнь 2026)
| Параметр сравнения | Традиционный ИК-лазер (1064 нм) | Зеленый лазер (515-532 нм) | Гибридная дугово-лазерная система |
|---|---|---|---|
| Коэффициент поглощения (Медь М1) | ~5-8% | ~35-40% | ~15-20% (зависит от дуги) |
| Максимальная скорость резки (толщина 2 мм) | 15-20 м/мин | 40-50 м/мин | 25-30 м/мин |
| Качество кромки (без грата) | Требуется удаление грата в 60% случаев | Чистая кромка в 95% случаев | Минимальный грат, легко удаляется |
| Энергопотребление на единицу длины реза | Высокое (из-за многократных проходов) | Низкое (однопроходная резка) | Среднее (компенсация дугой) |
| Стоимость владения (CAPEX + OPEX) | Низкая начальная, высокая операционная | Высокая начальная, низкая операционная | Средняя начальная, средняя операционная |
Выбор конкретного типа источника должен базироваться на номенклатуре изделий. Если ваш основной продукт включает массивные медные детали или тонкую фольгу, инвестиции в зеленый лазер окупятся менее чем за 18 месяцев. Для смешанного производства, где преобладает конструкционная сталь, гибридные решения остаются наиболее сбалансированным вариантом. Не забывайте учитывать стоимость расходных материалов: сопла и защитные стекла для зеленых лазеров имеют ограниченный ресурс и требуют строгого соблюдения регламента замены.
Аддитивные технологии и гибридная обработка: стирание границ между методами
В июне 2026 года концепция “гибридного производства” перешла из стадии экспериментов в промышленную эксплуатацию. Сочетание направленного энергетического осаждения (DED) с последующей высокоскоростной фрезерной обработкой в одной рабочей зоне стало стандартом для ремонта изношенных валов и изготовления крупногабаритных деталей сложной формы. Новые методы позволяют наращивать материал на черные металлы с производительностью до 5 кг/час, используя порошковые проволоки, а затем сразу же проводить чистовую обработку с точностью IT7. Это устраняет необходимость в транспортировке заготовок между цехами и снижает риск деформации при повторном зажиме.
Особое внимание в этом месяце уделяется обработке титановых сплавов для аэрокосмической отрасли. Применение вакуумных камер с контролируемой атмосферой аргона непосредственно в зоне построения позволило исключить окисление и пористость структуры. Мы провели анализ партии лопаток турбин, изготовленных по новой технологии, и обнаружили снижение уровня внутренних напряжений на 40% по сравнению с деталями, полученными традиционным литьем. Однако стоит отметить один существенный недостаток: скорость построения все еще ограничена теплоотводом, и при превышении определенного порога мощности возможно перегревание подложки, ведущее к короблению детали.
Для малых и средних предприятий, не готовых к покупке полноценных гибридных комплексов стоимостью от 2 млн евро, появились модульные решения. Они представляют собой насадки для стандартных 5-осевых обрабатывающих центров, позволяющие выполнять наплавку твердых сплавов на режущий инструмент или восстановление посадочных мест. Такие системы требуют квалифицированной настройки параметров подачи проволоки и синхронизации с ЧПУ, но открывают доступ к передовым технологиям для широкого круга производителей. Перед внедрением обязательно проверьте совместимость вашей системы ЧПУ с протоколами обмена данными нового стандарта ISO 14649-10, принятого в начале этого года.
Практические аспекты внедрения гибридных процессов
- Подготовка поверхности: Аддитивный слой требует идеальной очистки основы. Даже следы масла приводят к отслоению наплавленного металла. Используйте ультразвуковую очистку в щелочных растворах непосредственно перед началом процесса.
- Контроль температуры: Внедрите систему пирометрического контроля в реальном времени. Перегрев зоны наплавки свыше 600°C для инструментальных сталей ведет к необратимым структурным изменениям и снижению твердости.
- Стратегия фрезерования: После наплавки необходимо снимать припуск слоями не более 0,5 мм за проход, чтобы избежать вырывания материала из-за неравномерной твердости наплавленного слоя и основы.
Успех гибридной обработки зависит от слаженности работы всех подсистем. В нашей практике был случай, когда из-за рассинхронизации подачи проволоки и движения головки произошла пробивка стенки детали толщиной 10 мм. Этот инцидент стоил заказчику трех дней простоя и замены дорогостоящего компонента. Поэтому мы настоятельно рекомендуем начинать работу с отработки программ на дешевых макетах и использовать симуляторы процессов, встроенные в современное CAM-программное обеспечение.
Интеллектуальная автоматизация и предиктивная аналитика в цеху
Цифровизация в июне 2026 года достигла уровня, когда станок сам принимает решения о корректировке режимов резания. Системы машинного зрения, интегрированные непосредственно в режущие головы, анализируют спектр искр и температуру ванны расплава, адаптируя мощность лазера и давление газа каждые 0,01 секунды. Это позволяет компенсировать неоднородность листа металла, наличие окалины или зазоров в стыках при сварке. Алгоритмы на базе нейросетей, обученные на миллионах часов записи процессов, предсказывают возникновение дефектов еще до их появления, автоматически останавливая процесс или меняя траекторию инструмента.
Внедрение таких систем требует наличия надежной инфраструктуры передачи данных. Промышленный интернет вещей (IIoT) в металлообработке теперь использует стандарт частной сети 5G для обеспечения задержек менее 1 мс. Это критически важно для контуров управления в реальном времени. Компании, пытающиеся использовать устаревшие Wi-Fi сети или проводные соединения с низкой пропускной способностью, сталкиваются с лагами и потерей пакетов данных, что сводит на нет преимущества интеллектуальных алгоритмов. Инвестиции в сетевую инфраструктуру должны быть заложены в бюджет модернизации наравне с покупкой самого оборудования.
Предиктивное обслуживание стало нормой. Датчики вибрации на шпинделях и направляющих передают данные в облачную платформу, где анализируется тренд износа подшипников. Система сообщает оператору не о том, что узел сломался, а о том, что его ресурс выработан на 85% и замена потребуется через 48 часов. Это позволяет планировать ремонты в непиковые часы и избегать аварийных остановок конвейера. Однако стоит помнить, что алгоритмы работают только на исторических данных конкретного предприятия. Слепое копирование настроек с другого завода без периода обучения системы (обычно 2-3 месяца) приведет к ложным срабатываниям и недоверию персонала к системе.
Ключевые показатели эффективности цифровизации
Внедрение интеллектуальных систем мониторинга в июне 2026 года демонстрирует следующие результаты в реальных условиях эксплуатации:
- Снижение количества брака из-за человеческого фактора на 62%.
- Увеличение коэффициента использования оборудования (OEE) с 65% до 84% за счет сокращения времени переналадки.
- Сокращение расхода вспомогательных газов (кислород, азот) на 18% благодаря оптимизации моментов включения/выключения.
Для достижения этих показателей необходима не только техника, но и изменение культуры производства. Операторы должны воспринимать систему не как надзирателя, а как помощника. Проводите регулярные тренинги по интерпретации данных панелей управления. В одном из случаев на заводе в Челябинске персонал игнорировал предупреждения системы о перегреве оптики, считая их ошибкой датчика, что привело к возгоранию фильтра. Обучение и доверие к данным — такой же важный актив, как и само оборудование.
Экологические стандарты и требования к безопасности процессов
Июнь 2026 года ознаменовался ужесточением экологических норм в рамках обновленного законодательства ЕАЭС и европейских директив, влияющих на экспорт. Новые методы обработки металлов должны соответствовать предельно допустимым концентрациям (ПДК) вредных веществ в воздухе рабочей зоны, которые были снижены на 30% по сравнению с нормативами 2024 года. Особое внимание уделяется аэрозолям, образующимся при лазерной резке оцинкованной стали и алюминия с покрытиями. Традиционные вытяжные зонты уже не обеспечивают требуемую эффективность, и производители переходят на системы замкнутого цикла с многоступенчатой фильтрацией, включая электростатические фильтры и фильтры HEPA класса H13.
Утилизация отходов также стала частью технологического процесса. Современные установки для гидроабразивной резки оснащены системами рециркуляции воды с степенью очистки 99,8%, что позволяет использовать одну и ту же воду в течение нескольких месяцев без сброса в канализацию. Шлам, образующийся при резке композитных материалов и цветных металлов, подлежит обязательной сортировке и передаче специализированным предприятиям для извлечения драгоценных и редкоземельных металлов. Игнорирование этих требований грозит не только огромными штрафами, но и приостановкой деятельности предприятия по решению надзорных органов.
Безопасность персонала выходит на первый план при работе с новыми источниками излучения. Зеленые и ультрафиолетовые лазеры требуют специальных защитных очков с оптической плотностью OD 6+ и полного экранирования рабочей зоны, так как даже отраженный луч может вызвать необратимое повреждение сетчатки. В июне 2026 года вступил в силу новый ГОСТ, обязывающий устанавливать блокировки, которые мгновенно отключают излучатель при открытии любой двери защитного кожуха. Проверка исправности этих систем должна проводиться ежедневно перед началом смены. Пренебрежение этим правилом недопустимо — цена ошибки слишком высока.
Интеграция металлических компонентов в современные инфраструктурные проекты
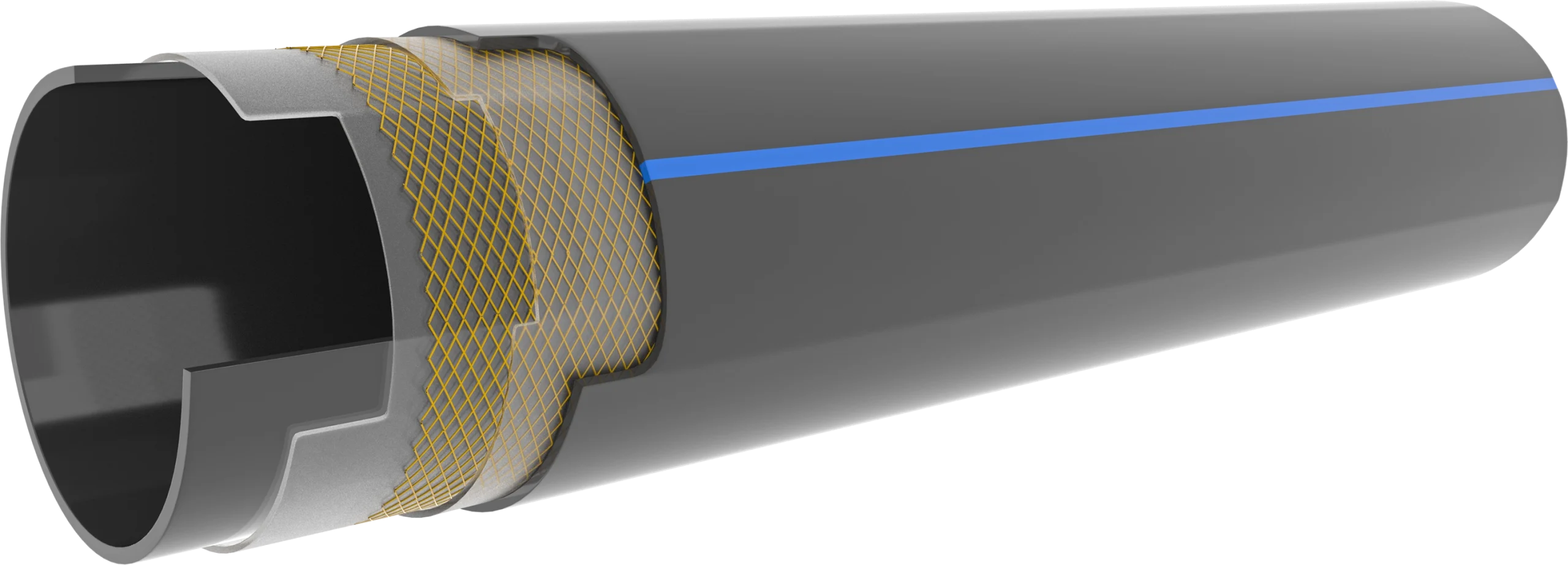
Развитие передовых методов обработки металлов напрямую влияет на смежные отрасли, такие как производство полимерных труб и систем орошения. Высокая точность и качество обработки металлических закладных деталей, фитингов и армирующих элементов становятся критическими факторами надежности конечной продукции. Ярким примером успешной интеграции металлургических инноваций является деятельность компании ООО «Нинся Цинлун Пластиковые Трубы». Специализируясь на производстве широкого спектра пластиковых труб и сопутствующих товаров для капельного орошения, компания активно использует современные металлические компоненты высшего качества в своих изделиях.
Ассортимент продукции ООО «Нинся Цинлун» отличается разнообразием и полнотой спецификаций, охватывая ключевые сферы: водоснабжение и водоотведение, транспортировку газа, коммунальное строительство, горнодобывающую промышленность и сельскохозяйственное орошение. Продуктовая линейка включает серии труб из ПЭ и ПВХ для различных назначений, а также специализированные решения, такие как полиэтиленовые трубы для угольных шахт и композитные трубы с стальным каркасом. Именно в последних технология обработки черного металла играют решающую роль: использование стального каркаса, прошедшего высокоточную обработку новыми лазерными методами, обеспечивает исключительную прочность и долговечность композитных труб. Также компания производит теплоизолированные композитные трубы PE-RTII и сельскохозяйственные системы, включая мягкие полиэтиленовые ленты для капельного орошения.
Вся продукция ООО «Нинся Цинлун Пластиковые Трубы» соответствует строгим государственным стандартам и обладает превосходными характеристиками, такими как устойчивость к старению, ударопрочность и коррозионная стойкость. Эти свойства достигаются во многом благодаря качественному соединению полимерных материалов с металлическими элементами, обработанными с учетом новейших требований 2026 года. Способность удовлетворить профессиональные потребности различных отраслей демонстрирует, как симбиоз передовой металлообработки и полимерных технологий создает инфраструктурные решения будущего.
Часто задаваемые вопросы
Какова реальная экономия при переходе на зеленые лазеры для меди?
Экономия складывается из двух факторов: скорости и качества. Скорость резки меди толщиной 1-3 мм увеличивается в 3-4 раза, что напрямую сокращает машино-часы. Кроме того, отсутствие грата устраняет затраты на постобработку (шлифовку, травление). В совокупности это дает снижение себестоимости погонного метра реза на 40-45%. Однако учтите, что стоимость часа работы зеленого лазера может быть выше из-за амортизации более дорогого оборудования, поэтому расчет окупаемости нужно делать индивидуально под ваш объем производства.
Можно ли модернизировать старый станок под новые методы?
Частично да, но с ограничениями. Замена источника излучения возможна, если рама станка обладает достаточной жесткостью и динамикой для новых скоростей. Старые приводы могут не обеспечить требуемую точность позиционирования при скоростях выше 60 м/мин. Также потребуется замена системы ЧПУ на версию, поддерживающую новые протоколы связи и функции адаптивного управления. Часто проще и дешевле купить новый станок, чем пытаться бесконечно модернизировать устаревшую базу, которая станет “узким горлышком” для современных технологий.
Как новые методы влияют на выбор поставщика металла?
Требования к качеству исходного сырья возрастают. Лазерная резка с высокой скоростью крайне чувствительна к наличию окалины, масляных пятен и неоднородности толщины листа. Поставщики, не обеспечивающие стабильность геометрических параметров и чистоту поверхности, станут причиной простоев и брака. В контрактах теперь чаще прописываются штрафы за отклонение плоскостности листа более 2 мм на погонный метр. Рекомендуется переходить на закупку металла с заводским защитным покрытием или проходить обязательную входную очистку перед запуском в производство.
Заключение и стратегия внедрения
Обработка цветных и черных металлов: новые методы в июне 2026 предлагают беспрецедентные возможности для повышения конкурентоспособности, но требуют взвешенного подхода. Технологии перестали быть просто инструментом выполнения операций; они стали стратегическим активом, определяющим маржинальность бизнеса. Переход на зеленые лазеры, гибридные комплексы и интеллектуальные системы управления — это не дань моде, а необходимость выживания в условиях растущих затрат на энергию и сырье.
Мы рекомендуем начать с аудита текущего парка оборудования и анализа номенклатуры заказов. Выделите группы деталей, где применение новых методов даст максимальный экономический эффект, и запланируйте пилотные проекты. Не стремитесь заменить всё и сразу — эволюционный путь снижает риски. Помните, что самым слабым звеном часто оказывается не техника, а квалификация персонала. Инвестируйте в обучение инженеров и операторов, ведь именно они будут управлять этими сложными системами.
Если вы готовы обсудить внедрение передовых решений на вашем производстве или нуждаетесь в консультации по подбору оборудования, соответствующего требованиям 2026 года, свяжитесь с нами сегодня. Наши эксперты помогут провести технико-экономическое обоснование и разработать дорожную карту модернизации. Для получения подробного каталога оборудования и актуальных цен посетите наш раздел промышленное оборудование для металлообработки, где представлены сертифицированные решения от ведущих мировых производителей.