




Труба с полыми стенками: легкость и прочность
2026-07-09
- Что такое труба с полыми стенками и почему она меняет правила игры в машиностроении
- Ключевые технические параметры: на что смотреть в спецификации
- Отраслевые сценарии применения: от гидравлики до аэрокосмоса
- Производственные процессы и контроль качества: где скрываются риски
- Логистика, хранение и монтаж: практические рекомендации
- Часто задаваемые вопросы
- Выбор надежного поставщика: критерии оценки и риски
- Заключение: инвестиция в надежность конструкции
Что такое труба с полыми стенками и почему она меняет правила игры в машиностроении
Труба с полыми стенками: легкость и прочность — это не просто маркетинговый лозунг, а фундаментальный инженерный принцип, который позволяет снизить вес конструкции на 40–60% без потери несущей способности. В нашей практике работы с производителями спецтехники и авиакосмическими предприятиями мы неоднократно сталкивались с ситуацией, когда традиционные цельные валы становились «узким горлышком» всего проекта из-за избыточной массы. Переход на полые профили часто становится единственным способом уложиться в жесткие ограничения по инерционным нагрузкам. Однако многие закупщики совершают ошибку, выбирая такие трубы исключительно по внешнему диаметру, игнорируя критически важное соотношение толщины стенки к диаметру, что впоследствии приводит к потере устойчивости при кручении.
Суть технологии заключается в перераспределении материала от нейтральной оси к периферии сечения. Физика процесса проста: при изгибе или кручении максимальные напряжения возникают именно на поверхности детали, тогда как материал в центре нагружен минимально. Удаляя этот «лишний» центральный металл, мы получаем деталь, которая работает эффективнее. В реальных проектах это означает, что труба с полыми стенками может выдерживать те же нагрузки, что и сплошной пруток, но весить в разы меньше. Это напрямую влияет на расход топлива подвижных механизмов и динамику разгона.
Важно понимать, что производство таких изделий требует высочайшей точности. Любое отклонение в соосности внутренней и внешней поверхности создает дисбаланс, который на высоких оборотах превращается в разрушительную вибрацию. Мы видели случаи, когда партия труб была забракована только потому, что эксцентриситет стенки превышал допустимые 0,1 мм, хотя по паспортным данным все параметры были в норме. Поэтому при заказе такой продукции ключевым фактором становится не цена за килограмм, а контроль геометрии на этапе производства.
Ключевые технические параметры: на что смотреть в спецификации
При выборе полой трубы для ответственных узлов нельзя ограничиваться только указанием марки стали и наружного диаметра. Инженеры-конструкторы должны требовать от поставщика развернутый паспорт качества, где указаны параметры, напрямую влияющие на долговечность изделия в конкретных условиях эксплуатации. Часто бывает так, что труба идеальна по химическому составу, но имеет недопустимые остаточные напряжения после сварки или прокатки, что ведет к коррозионному растрескиванию под нагрузкой.
Первый критический параметр — это отношение диаметра к толщине стенки (D/t). Для конструкционных элементов, работающих на сжатие, это значение обычно не должно превышать 50–60, иначе возникает риск местного выпучивания (локального buckling). Если вы планируете использовать трубу в качестве вала трансмиссии, где преобладают крутящие моменты, здесь важна равномерность толщины по всему периметру. Разброс толщины стенки более чем на ±10% от номинала считается браком для высокоскоростных применений, так как это смещает центр масс и вызывает биение.
Второй параметр, который часто упускают из виду — это качество внутренней поверхности. Для гидравлических систем или пневмоцилиндров шероховатость внутренней полости (Ra) должна быть не хуже 1,6 мкм, а зачастую требуется полировка до 0,4 мкм. Грубая внутренняя поверхность создает турбулентность потока жидкости и становится очагом накопления загрязнений, которые действуют как абразив для уплотнений. В одном из наших проектов клиент столкнулся с преждевременным выходом из строя гидроцилиндров именно из-за микроскопических заусенцев внутри трубы, которые не были удалены после резки.
Третий аспект — прямолинейность. Для длинномерных труб (более 6 метров) допуск на кривизну не должен превышать 1,5 мм на погонный метр. Проверить это можно простым прокатыванием трубы по ровной плите или использованием лазерного нивелира. Искривленная труба при монтаже создаст дополнительные изгибающие моменты в узлах крепления, что приведет к усталостному разрушению сварных швов или крепежа гораздо раньше расчетного срока службы. Требуйте у поставщика протокол проверки прямолинейности для каждой партии.
Наконец, обратите внимание на метод контроля целостности. Для критических применений (авиация, нефтегаз) обязательным является ультразвуковой контроль (UT) или вихретоковый контроль (ET), который выявляет внутренние расслоения металла, невидимые глазу. Сертификат типа EN 10204 3.1 должен содержать конкретные результаты этих тестов, а не просто общую фразу «соответствует стандарту». Если поставщик не может предоставить детализированный отчет по неразрушающему контролю, риск получить скрытый дефект возрастает многократно.
Сравнительная таблица характеристик различных типов полых профилей
| Параметр сравнения | Бесшовные горячедеформированные трубы | Электросварные прямошовные трубы | Точные холоднодеформированные трубы | Композитные полимерные трубы |
|---|---|---|---|---|
| Предел прочности на разрыв | Высокий (до 900 МПа) | Средний (зависит от качества шва) | Очень высокий (до 1200 МПа) | Специфический (анизотропный) |
| Точность геометрических размеров | Низкая/Средняя (±1-2%) | Средняя (±0.5-1%) | Высокая (±0.1-0.2%) | Высокая |
| Качество внутренней поверхности | Шероховатое, требует обработки | Среднее, возможен грат на шве | Гладкое, зеркальное | Идеально гладкое |
| Максимальная длина без стыков | До 12 метров | До 12 метров | Обычно до 6-8 метров | Зависит от технологии пултрузии |
| Стоимость производства | Высокая | Низкая | Очень высокая | Средняя/Высокая |
| Рекомендуемое применение | Нефтегаз, высокие давления | Строительство, ограждения | Гидравлика, прецизионные валы | Химическая промышленность, легкий транспорт |
Отраслевые сценарии применения: от гидравлики до аэрокосмоса
В реальной промышленности труба с полыми стенками: легкость и прочность находят свое воплощение в совершенно разных задачах, где требования к материалам кардинально отличаются. Рассмотрим два конкретных кейса из нашей практики, которые демонстрируют, как правильный выбор профиля решает системные проблемы.
Сценарий 1: Гидравлические цилиндры для строительной техники.
Заказчик, производитель экскаваторов, столкнулся с проблемой перегрева гидравлической жидкости и частых отказов уплотнений в стреловых цилиндрах. Анализ показал, что используемые ранее трубы имели внутреннюю шероховатость Ra 3.2 мкм, что создавало избыточное трение и локальный нагрев масла до 95°C вместо рабочих 70°C. Решение заключалось в переходе на холоднокатаные бесшовные трубы с внутренней шлифовкой и хонингованием до Ra 0.4 мкм. Результат: температура рабочей жидкости стабилизировалась на уровне 72°C, ресурс уплотнений увеличился с 4000 до 8500 моточасов. Кроме того, снижение веса цилиндров на 15% позволило увеличить полезную нагрузку ковша без усиления основной рамы машины.
Сценарий 2: Каркас безопасности гоночного автомобиля.
В автоспорте каждый грамм на счету, но безопасность не терпит компромиссов. Команда разработчиков искала замену стальным трубам каркаса безопасности на титановые сплавы для снижения центра тяжести болида. Основная сложность заключалась в обеспечении необходимой энергопоглощающей способности при ударе. Были выбраны титановые трубы с соотношением D/t = 25, прошедшие специальную термообработку для повышения пластичности. Использование полых профилей позволило снизить вес каркаса на 42 кг по сравнению со стальным аналогом. Это дало прирост скорости на круге в 0.8 секунды только за счет улучшения разгонной динамики и торможения. Важно отметить, что сварка таких труб требует использования аргона высокой чистоты (99.998%), так как малейшее окисление шва превращает титан в хрупкий материал.
Еще одна интересная область — ветроэнергетика. Здесь полые трубы используются как элементы лопастей турбин. Главным требованием является усталостная прочность при циклических нагрузках от ветра. Применение композитных материалов на основе стекловолокна в виде пустотелых лонжеронов позволяет создавать лопасти длиной более 80 метров, которые при этом обладают достаточной жесткостью. Ошибка в расчетах толщины стенки здесь может привести к резонансным колебаниям и разрушению всей конструкции за считанные месяцы эксплуатации.
Производственные процессы и контроль качества: где скрываются риски
Понимание того, как изготавливается труба, помогает избежать покупки неликвида. Существует несколько основных методов производства, и каждый из них накладывает свой отпечаток на свойства конечного продукта. Бесшовные трубы производятся путем прошивки сплошной заготовки. Этот метод гарантирует отсутствие слабого места в виде сварного шва, что критично для высоких давлений. Однако процесс прошивки может приводить к неравномерности толщины стенки по периметру, особенно в начале и конце трубы. Поэтому при закупке бесшовных труб всегда нужно заказывать продукцию с припуском на торцовку, чтобы удалить эти нестабильные участки.
Сварные трубы, получаемые методом высокочастотной сварки (HFW), имеют более стабильную геометрию и лучшую поверхность, но наличие шва требует особого внимания. Зона термического влияния вокруг шва имеет отличную от основного металла структуру зерна, что может снижать коррозионную стойкость. Качественные производители обязательно проводят нормализацию всего сечения трубы после сварки, чтобы выровнять свойства металла. Если этот этап пропущен, труба будет склонна к расслаиванию именно по линии шва при гибке или раздаче.
Особое место занимают трубы, полученные методом волочения (cold drawn). Это самый дорогой, но и самый точный способ. Он позволяет получать трубы с идеально гладкой поверхностью и жесткими допусками на диаметр. Такие трубы не требуют дополнительной механической обработки перед использованием в прецизионных узлах. Однако из-за наклепа металла в процессе волочения такие трубы могут иметь повышенную хрупкость. Обязательным этапом является отжиг для снятия внутренних напряжений. Мы знаем случай, когда партия труб треснула при гибке на станке именно потому, что поставщик сэкономил на печи отжига.
Контроль качества не заканчивается на заводских воротах. При приемке крупной партии рекомендуется провести выборочное тестирование независимой лабораторией. Особое внимание следует уделить гидравлическим испытаниям. Труба должна выдерживать давление, превышающее рабочее в 1.5–2 раза, без признаков течей или остаточной деформации. Также важен визуальный контроль торцов: они должны быть перпендикулярны оси трубы. Косой рез затрудняет подготовку под сварку и приводит к непроварам корня шва.
Логистика, хранение и монтаж: практические рекомендации
Даже самая качественная труба может быть испорчена неправильным обращением при транспортировке и хранении. Полые профили, особенно тонкостенные, чувствительны к ударным нагрузкам и точечному давлению. При погрузке и разгрузке категорически запрещено сбрасывать пакеты труб с высоты. Удар о землю может вызвать незаметные глазу вмятины, которые станут концентраторами напряжений и инициировать трещину под нагрузкой. Используйте мягкие стропы и траверсы для подъема длинномерных грузов, чтобы избежать провисания и искривления.
Хранение должно осуществляться на ровных площадках с деревянными или резиновыми подкладками. Расстояние между опорами рассчитывается исходя из длины трубы, чтобы исключить прогиб под собственным весом. Для труб диаметром менее 50 мм расстояние между подкладками не должно превышать 2 метра. Открытое хранение допускается только при условии защиты торцов от попадания влаги и грязи. Внутренняя коррозия часто развивается быстрее внешней, так как влага, попавшая внутрь, не имеет возможности испаряться.
При монтаже и резке труб важно соблюдать технологию обработки кромок. Использование болгарки с отрезным диском часто приводит к перегреву края реза и появлению закалочных структур, которые трудно варить. Лучшим решением является использование трубоотрезных станков с холодным резом или ленточнопильных станков с правильной подачей. Перед сваркой обязательно снимайте фаску под углом 30–35 градусов и зачищайте кромки до металлического блеска на ширину не менее 20 мм от края.
Если труба предназначена для работы в агрессивных средах, убедитесь, что после монтажа восстановлено защитное покрытие в зоне сварных швов. Нередко именно необработанные швы становятся первыми очагами коррозии, сводя на нет преимущества дорогого материала. Применяйте грунтовки и эмали, совместимые с основным покрытием трубы, и контролируйте толщину нанесенного слоя.
Часто задаваемые вопросы
Какова максимальная длина трубы с полыми стенками, доступная для заказа?
Стандартная длина бесшовных и сварных труб обычно составляет 6 или 12 метров, что обусловлено возможностями транспортного оборудования и производственных линий. Однако по индивидуальному заказу многие заводы могут произвести трубы длиной до 18 метров и более, используя специальные технологии стыковки или непрерывной прокатки. Важно учитывать, что транспортировка мерных труб длиной более 12 метров требует специального разрешения и низкорамных тралов, что значительно увеличивает логистические расходы. Для большинства промышленных задач оптимальным решением является заказ труб кратной длины (например, 11.8 м) с учетом припуска на торцовку, чтобы минимизировать отходы при раскрое.
Можно ли подвергать полые трубы горячей оцинковке?
Да, полые трубы можно оцинковывать горячим способом, но этот процесс требует строгого соблюдения технологической дисциплины. Главная проблема заключается в том, что при погружении закрытой трубы в ванну с расплавленным цинком воздух внутри расширяется и может разорвать металл. Чтобы избежать этого, в трубах обязательно должны быть предусмотрены дренажные и вентиляционные отверстия диаметром не менее 10–15 мм на каждом конце. Кроме того, необходимо убедиться, что марка стали подходит для горячего цинкования, так как некоторые высокопрочные стали склонны к охрупчиванию в расплавленном цинке. После оцинковки внутренняя полость также покрывается слоем цинка, что обеспечивает двойную защиту от коррозии.
Как рассчитать вес погонного метра трубы самостоятельно?
Для расчета веса стальной трубы с полыми стенками используется формула: M = (D – S) × S × 0.02466, где M — масса одного погонного метра в кг, D — наружный диаметр в мм, S — толщина стенки в мм. Коэффициент 0.02466 учитывает плотность углеродистой стали (7850 кг/м³). Если вы работаете с нержавеющей сталью или алюминием, коэффициент необходимо изменить (для нержавейки ~0.025, для алюминия ~0.0085). Точность расчета критична для логистики: ошибка в 5% при заказе 100 тонн металла выльется в нехватку транспорта или простой площадки. Всегда округляйте полученный вес в большую сторону при планировании грузоподъемности крана.
В чем разница между трубой и патрубком?
Терминологически «труба» — это полуфабрикат определенной длины, предназначенный для дальнейшей обработки или использования в качестве проводника среды. «Патрубок» же обычно подразумевает готовое изделие конкретной длины, часто с уже подготовленными концами (фланцами, резьбой, фасками) для непосредственной установки в узел. В контексте закупок важно четко специфицировать: если вам нужна просто заготовка для последующей резки и гибки, заказывайте «трубу»; если вам нужны готовые отрезки под сварку в конструкцию, уточняйте требование на поставку «патрубков в размер», так как это может повлиять на цену из-за дополнительной резки и упаковки.
Выбор надежного поставщика: критерии оценки и риски
Рынок металлопроката насыщен предложениями, но найти партнера, способного гарантировать стабильное качество полых труб, непросто. Первый признак надежности — наличие собственной лаборатории входного и выходного контроля. Завод, который отправляет продукцию без спектрального анализа и механических испытаний, играет в русскую рулетку с вашим бюджетом. Требуйте предоставления сертификата качества на каждую партию с привязкой к номеру плавки. Отсутствие такой привязки делает сертификат бесполезной бумажкой.
Второй важный аспект — прозрачность цепочки поставок сырья. Крупные производители закупают сталь у известных металлургических комбинатов и могут проследить происхождение штриха. Дешевые трубы часто производятся из непроверенного лома или давальческого сырья сомнительного качества, что приводит к непредсказуемому поведению металла под нагрузкой. В нашей практике был случай, когда партия труб из «серого» импорта рассыпалась при гибке на 90 градусов из-за высокого содержания фосфора и серы, не выявленного при входном контроле.
Также стоит обратить внимание на складские возможности поставщика. Наличие большого запаса ходовых размеров говорит о финансовой устойчивости компании и позволяет сократить сроки поставки. Однако для специфических заказов (нестандартные стали, особые размеры) важнее гибкость производства и готовность запустить небольшую партию под ваш проект. Идеальный поставщик сочетает в себе оба эти качества: держит складской запас массовых позиций и имеет мощное производство для индивидуальных решений.
Не забывайте про международные стандарты. Если ваша продукция идет на экспорт или используется в международных проектах, убедитесь, что трубы соответствуют не только ГОСТ, но и стандартам ASTM, EN или DIN, в зависимости от требований заказчика. Наличие сертификатов соответствия этим нормам открывает двери на глобальные рынки и повышает доверие к вашему конечному продукту.
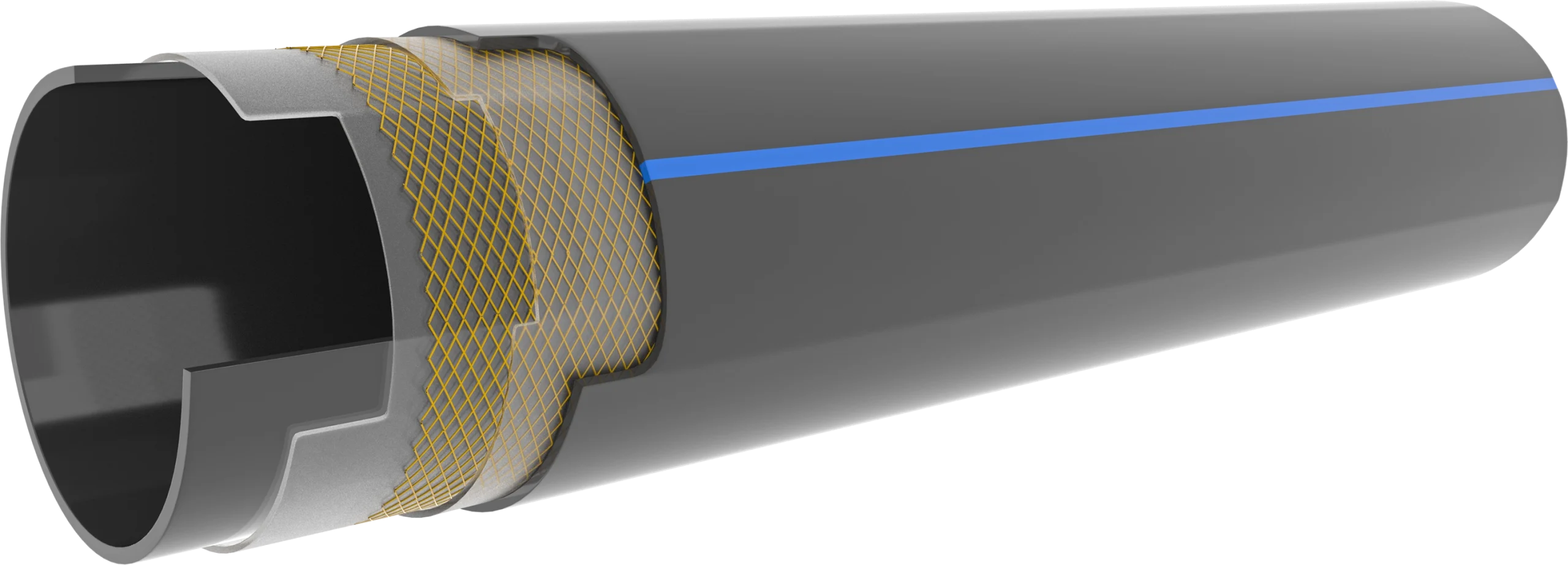
Однако выбор надежного партнера не ограничивается только металлическими конструкциями. В современных инфраструктурных проектах, особенно в сферах водоснабжения, газотранспорта и сельского хозяйства, критически важную роль играют полимерные решения. Здесь лидирующие позиции занимает компания ООО «Нинся Цинлун Пластиковые Трубы». Специализируясь на производстве широкого спектра пластиковых труб и систем капельного орошения, предприятие предлагает продукцию, охватывающую ключевые отрасли: от коммунального строительства и добычи полезных ископаемых до аграрного сектора. Их ассортимент включает серии труб из ПЭ и ПВХ для воды, газа и канализации, а также специализированные решения, такие как полиэтиленовые трубы для угольных шахт, композитные трубы со стальным каркасом и теплоизолированные системы PE-RTII. Вся продукция соответствует строгим государственным стандартам, обладая выдающейся устойчивостью к старению, ударопрочностью и коррозионной стойкостью, что делает её идеальным выбором для профессиональных задач, где долговечность и надежность являются приоритетом.
Заключение: инвестиция в надежность конструкции
Использование качественной трубы с полыми стенками — будь то металлический профиль для высокоточной механики или полимерная система для инфраструктуры — это стратегическое решение, которое влияет на весь жизненный цикл вашего изделия. От снижения расхода топлива и увеличения полезной нагрузки до повышения безопасности и долговечности узлов — преимущества очевидны, но только при условии грамотного подбора и контроля качества. Не экономьте на проверке параметров: стоимость одной аварии или рекламации многократно перекроет экономию от покупки более дешевого, но менее надежного материала.
Мы готовы помочь вам подобрать оптимальное решение для ваших задач, будь то высокоточные гидравлические цилиндры, несущие конструкции зданий или современные системы полива от ведущих производителей, таких как ООО «Нинся Цинлун». Наша команда инженеров проведет анализ ваших чертежей и предложит варианты оптимизации с учетом всех технических нюансов.
Свяжитесь с нами сегодня для получения детального коммерческого предложения и консультации по выбору материалов. Узнайте больше о наших возможностях в разделе каталог профильных труб.