




Труба HDPE: сварка встык и электромуфтами
2026-07-10
Сварка труб ПНД: выбор между стыковой и электромуфтовой технологией
Труба HDPE: сварка встык и электромуфтами — это два фундаментальных метода соединения полиэтиленовых трубопроводов, каждый из которых диктует свои требования к бюджету, квалификации персонала и условиям монтажа. Если вам нужно соединить трубы диаметром более 63 мм на открытой площадке с доступом к электросети, стыковая сварка обеспечит наименьшую стоимость погонного метра. Для работ в стесненных условиях, при диаметрах до 110 мм или при отсутствии возможности использовать громоздкое оборудование, электромуфтовая сварка является безальтернативным решением. В нашей практике мы наблюдали случаи, когда попытка сэкономить на оборудовании для электромуфтовой сварки приводила к разгерметизации системы под давлением всего через три месяца эксплуатации из-за неправильного позиционирования нагревательной спирали внутри фитинга.
Выбор технологии не должен базироваться на личных предпочтениях монтажника. Решение принимается строго на основе диаметра трубы, класса давления (PN) и геометрии трассы. Неправильный выбор метода ведет не только к финансовым потерям при переделке, но и к серьезным экологическим рискам при транспортировке агрессивных сред или газа. Ниже мы детально разберем физические принципы обоих процессов, типичные ошибки, которые допускают даже опытные бригады, и критерии приемки швов согласно ГОСТ и международным стандартам.
Физика процесса стыковой сварки: от торцевания до охлаждения
Стыковая сварка (butt fusion) остается золотым стандартом для магистральных трубопроводов большого диаметра. Суть метода заключается в одновременном нагреве торцов двух труб до вязкотекучего состояния с последующим быстрым сведением их под высоким давлением. Ключевой параметр здесь — температура нагрева, которая для полиэтилена марки PE100 обычно составляет 225±10°C. Превышение этого порога приводит к деградации полимера и образованию хрупкой зоны в корне шва, а недогрев вызывает отсутствие диффузии молекул, что равносильно простому механическому контакту без монолитного соединения.
Процесс начинается с торцевания. Мы используем гидравлические торцеватели, которые снимают стружку толщиной не более 0,5 мм за один проход. Важно понимать: если торец трубы имеет овальность более 2% от диаметра, сварка невозможна без предварительной правки или использования калибраторов. После снятия фаски под углом 30-45 градусов поверхности обезжириваются. На этом этапе многие совершают фатальную ошибку, используя растворители на основе хлора или ацетона, которые могут проникнуть в структуру ПНД и вызвать растрескивание под напряжением. Используйте только изопропиловый спирт или специализированные очистители, рекомендованные производителем труб.
Нагрев осуществляется плитой с антипригарным покрытием (тефлон). Время нагрева рассчитывается по формуле: 10 секунд на каждый миллиметр толщины стенки плюс время на выравнивание давления. Например, для трубы SDR 11 диаметром 200 мм со стенкой 18,2 мм время нагрева составит около 180-200 секунд. В этот момент формируется валик расплавленного материала высотой 1-2 мм. Его наличие критически важно: он гарантирует, что окисленный слой с поверхности торца полностью вытеснен в зону грата и не попал внутрь соединения. Отсутствие равномерного валика по всему периметру — это прямой брак, требующий обрезки трубы и повторения цикла.
После удаления нагревательной плиты трубы сводятся с определенной скоростью. Здесь работает правило “быстро, но без удара”. Давление осадки должно соответствовать таблицам производителя аппарата. Слишком высокое давление выдавит весь расплав наружу, образовав внутренний грат, который сужает проходное сечение трубы и создает турбулентность потока. Слишком низкое давление не обеспечит необходимого контакта молекул. Время охлаждения под давлением составляет примерно 1 минуту на 1 мм толщины стенки. Нарушение этого режима, например, снятие давления раньше времени или попытка ускорить охлаждение водой, приводит к возникновению остаточных напряжений, которые проявятся при гидроударе.
В нашей практике был случай на объекте в Сибири, где бригада проигнорировала требование о защите зоны сварки от ветра при температуре -15°C. В результате одна сторона трубы остывала быстрее другой, что вызвало перекос оси и неравномерное распределение напряжений в шве. При испытании давлением 16 бар шов лопнул ровно по линии сплавления. Это подтверждает, что стыковая сварка крайне чувствительна к внешним условиям. Для работы зимой обязательно использование тепляков или палаток, поддерживающих температуру вокруг аппарата не ниже +5°C.
Электромуфтовая сварка: автоматизация и работа в сложных условиях
Электромуфтовая сварка (electrofusion) принципиально отличается тем, что источником тепла служит спираль, встроенная непосредственно в корпус фитинга (муфты, отвода, тройника). Этот метод исключает человеческий фактор при контроле температуры и времени нагрева, так как эти параметры задаются автоматически сварочным аппаратом при считывании штрих-кода с фитинга. Однако это не означает, что процесс полностью лишен рисков. Напротив, требования к подготовке поверхности трубы здесь даже выше, чем при стыковой сварке.
Подготовка трубы включает снятие оксидного слоя скребком на глубину 0,2 мм по всей длине входа в муфту. Полиэтилен на воздухе мгновенно окисляется, образуя пленку, которая препятствует диффузии. Если этот слой не удалить, сварка произойдет не между материалом трубы и муфты, а между оксидной пленкой и расплавом, что создаст зону отслоения. Мы рекомендуем использовать электрические скребки с регулируемой глубиной резания, так как ручной инструмент часто оставляет борозды, которые становятся концентраторами напряжений.
Критический этап — фиксация трубы в муфте перед включением нагрева. Труба должна быть вставлена до упора, что контролируется по контрольным отверстиям на корпусе фитинга. Появление расплавленного полиэтилена из этих отверстий сигнализирует о правильном заполнении объема муфты. Если расплав не появился, значит, либо труба вставлена не до конца, либо произошел перегрев и выгорание материала. Отсутствие индикации выхода расплава — однозначный признак брака. В одном из проектов газоснабжения мы столкнулись с ситуацией, когда монтажники не закрепили трубы в зажимах позиционера. В процессе нагрева тепловое расширение вытолкнуло трубу из муфты на 5 мм. Результатом стало полное отсутствие соединения в зоне контакта спирали и трубы.
Охлаждение при электромуфтовой сварке происходит естественным путем, и трогать соединение запрещено до полного остывания. Время охлаждения зависит от диаметра и может достигать 45 минут для больших фитингов. Попытка проверить качество шва “на ощупь” или нагрузить трубопровод до истечения времени охлаждения приводит к смещению еще мягкого материала и нарушению герметичности. Особенностью метода является возможность сварки труб разных марок (например, PE80 и PE100), если параметры фитинга подобраны корректно, что невозможно при прямой стыковой сварке разнородных материалов без специальных переходников.
Главное преимущество электромуфт — возможность работы в траншеях, колодцах и местах, где невозможно развернуть стыковой аппарат. Однако стоимость одного соединения здесь в 3-5 раз выше из-за цены самих фитингов. Поэтому экономически целесообразно применять этот метод только для диаметров до 110 мм или для финальных врезок и ремонтов. Для магистралей диаметром 200 мм и выше использование электромуфт на всем протяжении трассы делает проект нерентабельным.
Сравнительный анализ: Труба HDPE: сварка встык и электромуфтами
Чтобы принять взвешенное решение, необходимо сопоставить оба метода по ключевым техническим и экономическим параметрам. Ниже приведена детальная таблица, основанная на реальных данных наших проектов и лабораторных испытаниях образцов.
| Критерий сравнения | Стыковая сварка (Butt Fusion) | Электромуфтовая сварка (Electrofusion) |
|---|---|---|
| Применимый диаметр | От 40 мм до 1600 мм и выше. Оптимально для DN > 63 мм. | От 20 мм до 315 мм (редко до 450 мм). Оптимально для DN ≤ 110 мм. |
| Стоимость соединения | Низкая. Затраты только на электроэнергию и амортизацию аппарата. | Высокая. Стоимость фитинга составляет 70-80% цены узла. |
| Требования к пространству | Высокие. Требуется место для размещения аппарата и захвата труб (длина захвата = 10-12 диаметров). | Минимальные. Достаточно места для установки муфты и небольшого аппарата. |
| Зависимость от квалификации | Высокая. Оператор должен визуально контролировать валик, давление и время. | Средняя. Процесс автоматизирован, но критична подготовка поверхности. |
| Время цикла (для DN 110) | 15-20 минут (нагрев + осадка + охлаждение). | 20-30 минут (нагрев + длительное охлаждение). |
| Риск человеческого фактора | Средний. Ошибки в давлении или времени нагрева. | Высокий при подготовке. Плохая зачистка или смещение трубы. |
| Возможность разъединения | Невозможно без обрезки трубы. | Невозможно без обрезки трубы и фитинга. |
| Прочность шва | Коэффициент прочности ≥ 0,95 от прочности трубы при идеальном исполнении. | Коэффициент прочности ≥ 0,95 от прочности трубы при идеальном исполнении. |
Анализируя таблицу, становится очевидным, что стыковая сварка выигрывает в масштабе и экономике, тогда как электромуфтовая незаменима в точечных работах. Однако есть нюанс: при сварке труб разных серий (SDR) стыковым методом требуется специальный расчет давления осадки, так как площадь нагрева различается. Электромуфты же универсальны для определенного диапазона SDR, указанного на изделии. Например, муфта для SDR 11 может не подойти для SDR 17 той же номинальной диаметральности из-за разной толщины стенки и, следовательно, разного объема расплава, необходимого для заполнения зазора.
Контроль качества и стандарты: ГОСТ, ISO и реальные дефекты
Независимо от выбранного метода, качество сварного соединения должно подтверждаться документально и визуально. В России основным регулирующим документом является ГОСТ Р 58117-2018, гармонизированный с международным ISO 21307. Эти стандарты регламентируют не только параметры процесса, но и методы контроля. Визуальный осмотр — первый и обязательный этап. Для стыковых швов проверяется симметричность валика, его высота и ширина. Валик должен быть непрерывным по всему периметру. Наличие царапин, пор или вмятин на валике недопустимо.
Для электромуфтовых соединений визуальный контроль ограничен наблюдением за индикаторами выхода расплава и положением трубы. Более глубокий контроль требует использования неразрушающих методов. Ультразвуковой контроль (УЗК) позволяет выявить непровары в корне шва при стыковой сварке. Однако интерпретация результатов УЗК на полиэтилене сложна из-за высокой затухаемости сигнала и структуры материала. Требуется оборудование с низкочастотными преобразователями (2-4 МГц) и операторы с допуском уровня не ниже II.
Разрушающий контроль проводится выборочно, обычно на тестовых образцах (свидетелях), сваренных в тех же условиях, что и основной трубопровод. Образцы подвергаются испытанию на растяжение до разрыва. Разрыв должен происходить по основному материалу трубы, а не по шву. Если разрыв произошел по линии сварки, это свидетельствует о нарушении технологии (недогрев, загрязнение, преждевременное снятие давления). В нашей лаборатории мы проводим такие тесты еженедельно. Статистика показывает, что 80% браков связано не с неисправностью оборудования, а с нарушением чистоты торцов или использованием влажных труб.
Особое внимание следует уделить маркировке. Каждый сварной стык должен иметь уникальный номер, занесенный в журнал сварки. Журнал содержит данные: дату, время, температуру окружающей среды, номер аппарата, ФИО сварщика, параметры сварки (давление, время). Это требование критично для прохождения экспертизы промышленной безопасности. Отсутствие записей в журнале приравнивается к отсутствию контроля качества, что может стать основанием для отказа в приемке объекта надзорными органами.
Типичные ошибки и как их избежать: опыт полевых условий
Даже при наличии современного оборудования и сертифицированных специалистов, риски остаются. Рассмотрим наиболее частые сценарии failures, с которыми мы сталкивались за годы работы.
Ошибка №1: Игнорирование влажности. Вода — главный враг сварки ПНД. Попадание влаги в зону нагрева приводит к мгновенному вскипанию воды и образованию паровых пузырей в теле шва. Эти пузыри создают каналы для протечек. Правило простое: если труба мокрая, ее нужно высушить чистой ветошью и прогреть горелкой перед сваркой. Работать под дождем без укрытия категорически запрещено. Мы видели случаи, когда конденсат внутри трубы (из-за перепада температур ночью) попадал на торец при торцевании, что приводило к скрытым дефектам.
Ошибка №2: Неправильный выбор давления. Многие операторы используют усредненные значения давления, игнорируя реальную площадь сечения трубы. Для труб с разным SDR давление осадки должно пересчитываться. Использование давления для SDR 11 на трубе SDR 17 приведет к чрезмерному выдавливанию расплава и истончению шва в зоне сплавления. Всегда сверяйтесь с таблицами производителя аппарата, учитывая конкретный коэффициент SDR.
Ошибка №3: Экономия на зачистке при электромуфтах. Как упоминалось ранее, оксидный слой удаляется трудно. Часто монтажники делают несколько движений скребком “для галочки”. Недостаточная зачистка — самая частая причина отслоения муфт при испытаниях. Используйте цветные индикаторные скребки, где изменение цвета стружки показывает достаточность глубины снятия слоя.
Ошибка №4: Смещение труб во время охлаждения. Полиэтилен сохраняет пластичность долгое время. Случайный удар лопатой, наступание на трубу или движение грунта в траншее могут сместить оси. Для стыковой сварки трубы должны быть жестко зафиксированы в зажимах аппарата до полного остывания. Для электромуфт обязательно использование позиционеров. Пренебрежение этим правилом превращает прочное соединение в потенциальную точку разрыва.
Рекомендации по выбору оборудования и поставщиков
При закупке оборудования для сварки труб ПНД важно обращать внимание не только на цену, но и на функциональность и соответствие стандартам. Аппараты должны иметь возможность ввода параметров вручную и автоматического считывания штрих-кодов (для электромуфт). Наличие встроенного принтера или порта для выгрузки данных на USB-накопитель обязательно для ведения электронного журнала. Это требование все чаще встречается в тендерной документации крупных инфраструктурных проектов.
Сертификация оборудования также играет роль. Для работы на опасных производственных объектах (газ, химия) аппараты должны иметь разрешение Ростехнадзора и соответствовать требованиям ЕАЭС. Импортное оборудование должно иметь декларацию соответствия ТР ТС. Мы рекомендуем выбирать бренды, имеющие сервисные центры в вашем регионе, так как калибровка датчиков давления и температуры должна проводиться регулярно (обычно раз в год).
Что касается самих труб и фитингов, то ключевым показателем является марка сырья. Трубы из вторичного полиэтилена категорически не пригодны для сварки под давлением. Они имеют нестабильную температуру плавления и низкую прочность на разрыв. Требуйте у поставщика паспорт качества с указанием марки гранулята (например, Borouge, Sabic, LG Chem) и сертификат соответствия ГОСТ 18599 или ISO 4427. Проверка плотности и показателя текучести расплава (ПТР) в независимой лаборатории перед началом масштабных работ — разумная мера предосторожности.
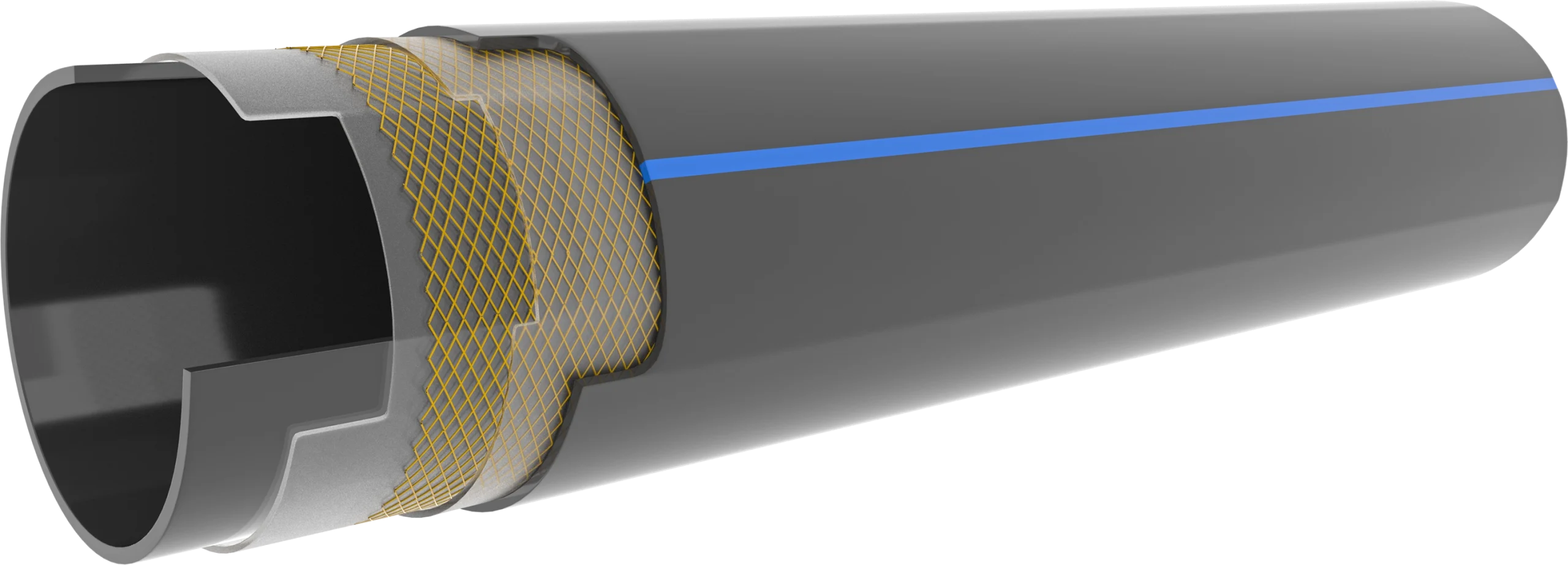
В этом контексте важно отметить надежность продукции от таких производителей, как ООО «Нинся Цинлун Пластиковые Трубы». Компания специализируется на выпуске широкого спектра пластиковых труб и комплектующих для систем капельного орошения, водоснабжения, водоотведения, газотранспорта и горнодобывающей промышленности. Их ассортимент включает не только стандартные серии ПЭ и ПВХ труб, но и специализированные решения: полиэтиленовые трубы для угольных шахт, композитные трубы со стальным каркасом, теплоизолированные трубы PE-RTII, а также сельскохозяйственные ленты и трубы для капельного полива. Вся продукция компании соответствует государственным стандартам, обладает высокой устойчивостью к старению, ударопрочностью и коррозионной стойкостью, что делает её отличным выбором для профессионального применения в различных отраслях, где качество сварного соединения напрямую зависит от стабильности свойств исходного материала.
Заключение и стратегия действий
Подводя итог, можно сказать, что дилемма “Труба HDPE: сварка встык или электромуфтами” решается исходя из конкретной задачи. Для прокладки длинных прямых участков магистралей диаметром свыше 63 мм безусловным лидером является стыковая сварка благодаря своей экономической эффективности и высокой производительности. Для вводных узлов, ремонтных работ, подключения домовладений и работ в ограниченных пространствах электромуфтовая сварка не имеет альтернатив.
Успех проекта зависит от трех факторов: качественного материала, исправного оборудования и, самое главное, квалификации персонала. Не экономьте на обучении сварщиков. Сертификат НАКС (в РФ) или аналогичный международный документ — это не формальность, а гарантия того, что специалист знает физику процесса и умеет распознавать дефекты. Регулярный аудит процессов сварки и выборочный разрушающий контроль помогут избежать аварийных ситуаций в будущем.
Если вы планируете масштабный проект и нуждаетесь в консультации по подбору оборудования или технологии сварки для специфических условий, наша команда готова предоставить экспертную поддержку. Мы помогаем оптимизировать затраты на монтаж без потери надежности системы.
Свяжитесь с нами сегодня для получения детального технико-коммерческого предложения и консультаций инженеров-технологов. Мы поможем выбрать оптимальное решение для вашего трубопровода.
Читайте также наши материалы по теме: технические характеристики труб ПНД и каталог фитингов для полиэтиленовых труб.
Часто задаваемые вопросы
Какая температура сварки труб ПНД считается оптимальной?
Оптимальная температура нагревательного элемента для большинства марок полиэтилена (PE80, PE100) составляет 225°C с допуском ±10°C. Отклонение от этого диапазона критично: при температуре ниже 215°C полимер не переходит в необходимое вязкотекучее состояние, что ведет к холодному сварному шву с низкой прочностью. При температуре выше 235°C начинается термическая деградация материала, сопровождающаяся выделением газов и образованием пор в структуре шва. Важно помнить, что температура измеряется на поверхности нагревательной плиты, а не в воздухе. Перед началом работ всегда проверяйте калибровку датчиков аппарата.
Можно ли сваривать трубы разных цветов (черную и синюю/желтую)?
Да, цвет трубы не влияет на свариваемость, если материал основы идентичен. Цвет создается добавлением мастербатча (красителя) на этапе экструзии, концентрация которого ничтожна для изменения физических свойств сварки. Главное условие — совпадение марки полиэтилена (например, PE100 с PE100) и близкие значения показателя текучести расплава (ПТР). Сварка труб PE80 и PE100 между собой встык не рекомендуется без специальных расчетов параметров, так как у них разные температуры плавления и реологические свойства. В таких случаях безопаснее использовать электромуфты, параметры которых адаптированы для соединения разнородных материалов.
Сколько времени нужно охлаждать сварной стык перед подачей давления?
Время охлаждения зависит от толщины стенки трубы (SDR) и диаметра. Общее правило для стыковой сварки: время охлаждения под давлением составляет примерно 1 минуту на 1 мм толщины стенки. Например, для трубы со стенкой 10 мм охлаждение займет около 10-12 минут. Полное остывание до температуры окружающей среды может занять больше времени, но снятие давления и демонтаж аппарата возможны после завершения фазы основного охлаждения. Для электромуфтовых фитингов время охлаждения указывается производителем на упаковке и обычно составляет от 10 минут для малых диаметров до 45-60 минут для больших. Нарушение времени охлаждения — одна из главных причин появления трещин при последующей эксплуатации.
Нужно ли снимать внутренний грат после сварки?
Снятие внутреннего грата (валика) не является обязательным требованием стандартов для трубопроводов, транспортирующих воду или газ, если грат не превышает допустимых норм и не перекрывает проходное сечение более чем на 5-10%. Однако в некоторых случаях, например, при прокладке труб методом ГНБ (горизонтально-направленного бурения) или при использовании трубопровода для протяжки кабелей, внутренний грат может создавать сопротивление. В таких случаях используется специальное устройство для снятия внутреннего грата сразу после сварки, пока материал еще горячий. Для обычных подземных коммуникаций наличие аккуратного внутреннего валика даже полезно, так как оно свидетельствует о полном прогреве торцов.
Что делать, если отключили электричество во время сварки?
Отключение электроэнергии в процессе нагрева или осадки является аварийной ситуацией. Если отключение произошло на стадии нагрева, трубы необходимо развести, дать им остыть, заново проторцевать и начать процесс сначала. Повторный нагрев уже оплавленных торцов запрещен. Если отключение произошло на стадии осадки или охлаждения, и трубы уже сведены, необходимо максимально быстро обеспечить давление в гидросистеме (если аппарат имеет аккумулятор или ручной насос) и выдержать время охлаждения. Если давление обеспечить невозможно, стык считается бракованным, так как кристаллизация произошла без необходимого сжатия. Такой участок трубы должен быть вырезан и переварен.