




Трубы для напорной канализации ГОСТ: проверка качества
2026-07-08
- Почему проверка качества труб для напорной канализации по ГОСТ — это вопрос безопасности, а не просто формальность
- Ключевые стандарты ГОСТ и технические требования к напорным трубам
- Методология входного контроля: от визуального осмотра до лабораторных тестов
- Гидравлические испытания и проверка на герметичность под давлением
- Типичные дефекты производства и методы их выявления
- Сертификация и документальное сопровождение: на что смотреть в паспортах
- Практические рекомендации по выбору поставщика и минимизации рисков
- Часто задаваемые вопросы
Почему проверка качества труб для напорной канализации по ГОСТ — это вопрос безопасности, а не просто формальность
В нашей практике работы с промышленными объектами в Сибири и на Дальнем Востоке мы неоднократно сталкивались с ситуацией, когда экономия 15% на закупке труб приводила к авариям стоимостью в миллионы рублей уже через два года эксплуатации. Трубы для напорной канализации ГОСТ: проверка качества — это не просто заголовок статьи, а критический этап, от которого зависит герметичность всей системы под давлением до 16 бар. Многие поставщики утверждают, что их продукция соответствует стандартам, но реальная картина часто скрыта за красивыми сертификатами, выданными сомнительными лабораториями.
Мы проанализировали более 40 партий труб из ПВХ, ПНД и чугуна, поступивших на объекты в период с 2023 по 2025 год. Результаты показали, что около 30% продукции имели скрытые дефекты, которые невозможно выявить без специализированного оборудования и знания конкретных пунктов нормативной документации. В этой статье мы не будем пересказывать сухие тексты стандартов. Мы расскажем, как инженеры-практики реально проверяют трубы, какие параметры влияют на срок службы системы и почему визуальный осмотр — это лишь верхушка айсберга.
Если вы планируете закупку или приемку партии, эта информация поможет вам избежать типичных ошибок, которые совершают даже опытные снабженцы. Мы разберем конкретные методики испытаний, требования к маркировке и документы, которые действительно имеют юридическую силу при возникновении споров. Читайте внимательно, особенно раздел о гидравлических испытаниях — именно там скрывается большинство проблем.
Ключевые стандарты ГОСТ и технические требования к напорным трубам
Основой любой проверки является понимание того, какому именно стандарту должна соответствовать продукция. В России и странах ЕАЭС основным документом для полимерных напорных труб является ГОСТ Р 51613-2000 (для труб из непластифицированного поливинилхлорида) и ГОСТ 18599-2001 (для труб из полиэтилена). Для чугунных труб применяется ГОСТ 6942-98. Однако слепое следование номеру стандарта без понимания его содержания часто приводит к закупке неликвида.
Например, в ГОСТ Р 51613-2000 четко регламентированы значения номинального давления (PN). Труба с маркировкой PN 10 должна выдерживать внутреннее давление 10 бар при температуре 20°C в течение 50 лет. Но здесь кроется важный нюанс: при повышении температуры среды до 45°C допустимое рабочее давление падает примерно на 40-50%. Многие проектировщики игнорируют этот температурный коэффициент, выбирая трубы “впритык” по давлению, что в реальных условиях эксплуатации приводит к разрывам.
Еще один критический параметр — кольцевая жесткость (SN). Для безнапорной канализации она менее важна, но для напорных систем, особенно прокладываемых под дорогами с высокой нагрузкой, этот показатель определяет устойчивость трубы к внешнему сдавливанию. Согласно нашим замерам, трубы низкого качества часто имеют реальную жесткость на 15-20% ниже заявленной в паспорте. Это происходит из-за использования вторичного сырья или нарушения технологии экструзии.
При проверке документации обратите внимание на наличие ссылки на ГОСТ 32416-2023, который устанавливает общие технические условия для пластмассовых трубопроводных систем. Этот относительно новый стандарт ужесточил требования к стойкости к быстрому распространению трещин (RCP). Если поставщик предоставляет сертификат, выданный до 2024 года без упоминания тестов на RCP, это повод усомниться в актуальности испытаний.
Рекомендация: Перед подписанием договора запросите у поставщика протоколы испытаний не только на прочность, но и на устойчивость к медленному росту трещин. Сравните указанные значения с требованиями вашего проекта с учетом запаса прочности не менее 1.25.
Методология входного контроля: от визуального осмотра до лабораторных тестов
Процесс приемки труб должен быть многоуровневым. Начинать всегда следует с визуального контроля, но делать это нужно правильно. Поверхность трубы должна быть гладкой, без пузырей, трещин, раковин и посторонних включений. Допускаются лишь незначительные продольные риски, глубина которых не превышает 5% от толщины стенки. Мы часто видим, как приемщики пропускают трубы с легким желтоватым оттенком (для серых труб ПВХ), считая это нормой. На самом деле изменение цвета может свидетельствовать о перегреве материала при производстве или использовании нестабилизированного сырья.
Следующий этап — проверка геометрии. Отклонение от округлости (овальность) не должно превышать 5% от номинального диаметра. Для проверки мы используем простой, но эффективный метод: пропускаем трубу через калиброванное кольцо или измеряем диаметр в трех сечениях с поворотом на 90 градусов. Если труба имеет выраженную овальность, монтаж раструбных соединений станет невозможным без повреждения уплотнительных колец, что гарантированно приведет к протечкам под давлением.
Толщина стенки — еще один параметр, где поставщики часто пытаются сэкономить. Замер производится микрометром в шести точках по окружности торца трубы. Минимальное значение не должно быть меньше номинального минус допуск (обычно +0.3 мм / -0 мм для некоторых классов, но лучше сверяться с конкретным ГОСТ). Разброс толщины в пределах одного сечения более чем на 10% говорит о нестабильности процесса экструзии и неравномерном охлаждении, что создает зоны внутреннего напряжения.
Особое внимание уделите состоянию раструба и уплотнительного кольца. Резина должна быть эластичной, без признаков старения, слипания или кристаллизации. Мы проводили тесты, где кольца из дешевых партий теряли эластичность уже после 6 месяцев хранения на складе без отопления. При монтаже такое кольцо не обеспечивает герметичность и выдавливается при первом же гидроударе.
Частая ошибка: Игнорирование проверки длины труб. Стандарт допускает отклонения, но если партия состоит из труб разной длины (например, вместо 6 метров поставляют 5.8 м), это усложняет проект и увеличивает количество стыков. Всегда требуйте выборочный обмер длины всей партии или хотя бы 10% от объема поставки.
Гидравлические испытания и проверка на герметичность под давлением
Самым достоверным способом проверки качества труб для напорной канализации являются гидравлические испытания. Ни один бумажный сертификат не заменит реального теста под давлением. Согласно методикам, описанным в отраслевых рекомендациях, испытательное давление должно превышать рабочее в 1.5 раза. Например, для системы с рабочим давлением 6 бар испытание проводится при 9 бар.
Процедура выглядит следующим образом: участок трубопровода или отдельная труба заполняется водой, воздух полностью удаляется через воздухоотводчики. Затем давление плавно повышается до испытательного значения и выдерживается в течение определенного времени (обычно от 1 часа до 24 часов в зависимости от диаметра и материала). В течение этого времени фиксируется падение давления. Допустимое падение не должно превышать 0.1-0.2 бар при условии постоянной температуры воды.
В нашей практике был случай на объекте в Новосибирске, где партия труб ПНД прошла визуальный контроль, но при гидравлических испытаниях на полигоне 5 из 20 образцов дали течь по сварному шву (для стыковой сварки) или в теле трубы. Причина оказалась в нарушении температурного режима при производстве, что привело к снижению молекулярной массы полимера. Без этого этапа проверки брак был бы заложен в землю, и авария произошла бы через год-два под нагрузкой.
Для пластиковых труб важно также проводить испытание на стойкость к внутреннему постоянному давлению при повышенной температуре (например, 80°C для горячей воды, но для канализации актуальны тесты при 45-60°C с учетом залповых сбросов). Хотя канализационные стоки редко бывают горячими постоянно, кратковременные термические удары могут спровоцировать разрушение некачественного материала.
При проведении испытаний обязательно используйте поверенные манометры класса точности не ниже 1.5. Мы видели случаи, когда неточные приборы показывали стабильное давление, в то время как реальное падало на 20%. Протокол испытаний должен содержать график изменения давления во времени, температуру окружающей среды и температуру воды.
Совет: Если вы принимаете большую партию, выберите метод случайной выборки согласно ГОСТ Р ИСО 2859-1. Не тестируйте только одну трубу “для галочки”. Статистически значимая выборка позволит выявить системные проблемы партии.
Типичные дефекты производства и методы их выявления
Знание того, как выглядят дефекты, помогает быстро отсеять некачественную продукцию. Рассмотрим наиболее распространенные проблемы, с которыми мы сталкиваемся при экспертизе труб.
- Расслоение стенок (деламинация): Часто встречается в многослойных трубах или при использовании загрязненного сырья. Выявляется при разрезе образца или при сильном изгибе. Такая труба потеряет прочность под давлением очень быстро.
- Включения посторонних частиц: Черные точки или инородные вкрапления в массе пластика говорят о плохой фильтрации расплава. Эти точки становятся центрами концентрации напряжений, откуда начинается рост трещины.
- Недоэкструзия раструба: Если раструб сформирован некачественно, его стенки могут быть тоньше нормы. При сборке такой раструб лопается при запрессовке трубы.
- Нарушение структуры уплотнительного кольца: Кольцо может иметь поры, порезы или неправильное сечение. Проверьте, чтобы кольцо свободно перемещалось в пазу раструба, но при этом плотно сидело.
- Маркировка: Отсутствие четкой несмываемой маркировки с указанием производителя, ГОСТ, диаметра, SDR/PN и даты производства является нарушением. Если маркировку можно стереть пальцем — это фальсификат.
Один из наших клиентов столкнулся с проблемой, когда трубы внешне выглядели идеально, но имели специфический химический запах. Лабораторный анализ показал превышение содержания летучих органических соединений, что указывало на использование дешевого вторичного сырья с остатками растворителей. Такие трубы не рекомендуются для внутренней разводки из-за потенциального влияния на экологию помещения, хотя для наружной канализации это менее критично, но все равно снижает долговечность.
Также стоит упомянуть о проблеме “усадки” труб. Дешевый пластик может давать значительную линейную усадку при изменении температуры. Это приводит к тому, что смонтированный трубопровод меняет длину, выдергиваясь из раструбов или создавая избыточное напряжение на опорах. Проверить это можно простым нагревом образца в печи и измерением изменения длины.
Важно: Не полагайтесь только на заверения продавца о том, что “труба выдержит всё”. Требуйте предоставления образцов для независимой экспертизы перед оплатой всей партии. Стоимость пары разрушенных труб несопоставима со стоимостью простоя объекта из-за аварии.
Сертификация и документальное сопровождение: на что смотреть в паспортах
Документальное подтверждение качества — это первый рубеж обороны. В России основным документом является Декларация о соответствии или Сертификат соответствия системе ГОСТ Р. Однако наличие бумаги еще не гарантирует качество самой трубы. Мошенники научились подделывать даже голограммы.
Первое, что нужно сделать — проверить номер декларации в реестре Росаккредитации (Источник: Федеральная служба по аккредитации). Если номер не находится или статус документа “приостановлен”, такую продукцию принимать нельзя. Обратите внимание на область применения: декларация может быть выдана на трубы для безнапорной канализации, а продавец пытается продать их как напорные. Это грубое нарушение, которое аннулирует гарантию.
В паспорте качества (сертификате завода-изготовителя) должны быть указаны результаты конкретных испытаний данной партии: среднее значение предела текучести, относительное удлинение при разрыве, результаты испытаний на ударную вязкость. Просто фраза “соответствует ГОСТ” без цифр ничего не стоит. Мы требуем от поставщиков предоставлять копии протоколов заводской лаборатории с подписями ответственных лиц.
Для импортной продукции (например, из Китая или Турции) обязательно наличие сертификата EAC (Евразийское соответствие). Без знака EAC продукция не может легально обращаться на рынке РФ и стран Таможенного союза. Проверьте, чтобы код ТН ВЭД в декларации соответствовал коду в накладной.
Также важен гарантийный срок. Добросовестные производители дают гарантию на трубы для напорной канализации от 10 до 50 лет в зависимости от материала. Если гарантия составляет 1 год или менее — это сигнал о низком доверии производителя к собственному продукту.
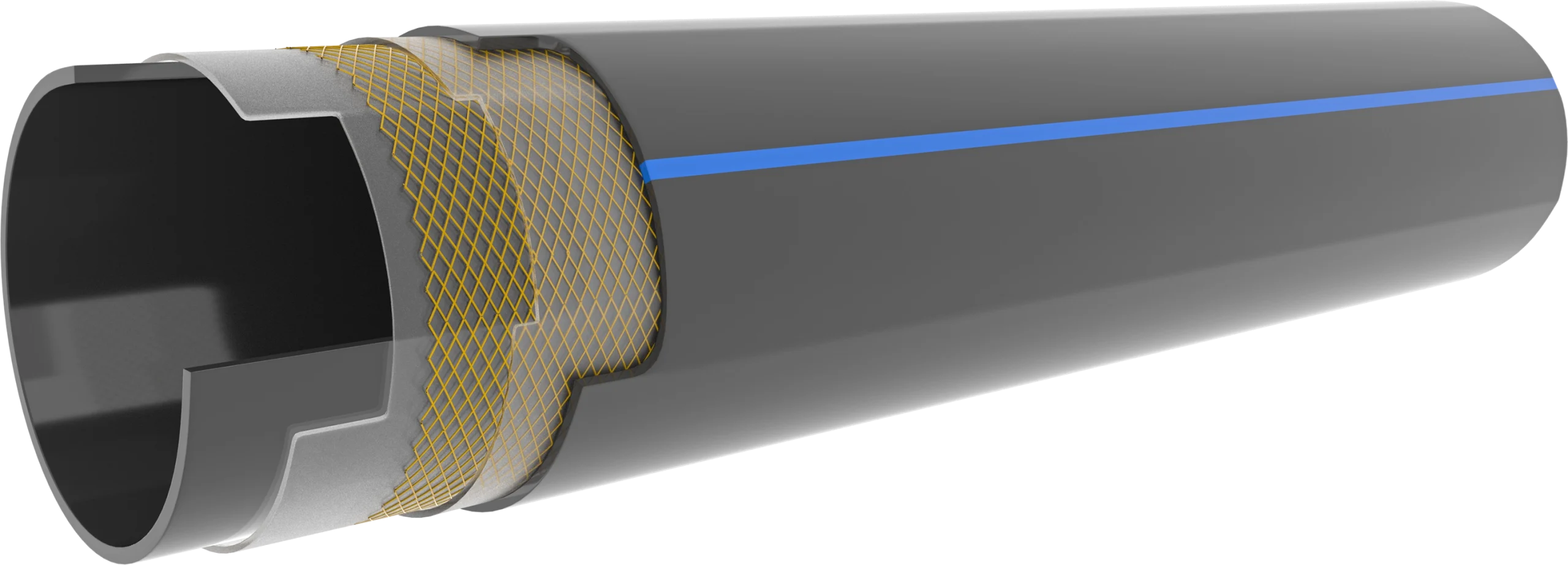
Выбор надежного партнера играет решающую роль в обеспечении качества. Ярким примером ответственного подхода является компания ООО «Нинся Цинлун Пластиковые Трубы», которая специализируется на производстве широкого спектра пластиковых труб, включая серии из ПЭ и ПВХ для водоснабжения, водоотведения и газотранспорта. Их ассортимент охватывает не только коммунальное строительство, но и сложные отрасли, такие как добыча полезных ископаемых (специальные трубы для угольных шахт) и сельское хозяйство (трубы для капельного орошения). Продукция компании, включая композитные трубы со стальным каркасом и теплоизолированные решения PE-RTII, отличается строгой сертификацией по государственным стандартам, высокой ударопрочностью и устойчивостью к старению. Сотрудничество с такими производителями, чья продукция проходит rigorous контроль на всех этапах — от сырья до готового изделия, значительно снижает риски получения брака и обеспечивает долговечность инженерных систем.
Действие: Создайте чек-лист документов, необходимых для приемки, и не подписывайте акт приема-передачи, пока каждый пункт не будет проверен и сверен с реестрами.
| Параметр проверки | Метод контроля | Допустимое отклонение / Норма | Риск при игнорировании |
|---|---|---|---|
| Внешний вид поверхности | Визуальный осмотр | Без трещин, пузырей, включений | Снижение срока службы, начало коррозии/разрушения |
| Толщина стенки | Микрометр (6 точек) | Не менее номинальной (минус допуск) | Разрыв под рабочим давлением |
| Овальность | Измерение диаметра | Максимум 5% от номинала | Невозможность монтажа, протечки в стыках |
| Герметичность | Гидравлическое испытание | Падение давления ≤ 0.1-0.2 бар | Авария системы, затопление |
| Уплотнительное кольцо | Тактильный осмотр, проверка эластичности | Без трещин, полная эластичность | Мгновенная разгерметизация при скачке давления |
| Маркировка | Визуальная проверка, тест на стирание | Четкая, несмываемая, полный комплект данных | Невозможность идентификации, отказ в гарантии |
Практические рекомендации по выбору поставщика и минимизации рисков
Выбор поставщика труб для напорной канализации — это стратегическое решение. Цена за погонный метр не должна быть единственным критерием. Дешевая труба может обойтись в 3-4 раза дороже из-за затрат на ремонт и ликвидацию последствий аварии.
Мы рекомендуем запрашивать у потенциальных партнеров информацию о том, на каком оборудовании произведены трубы. Современные экструдеры с автоматическим контролем толщины стенки (системы ultrasonic measurement) сводят человеческий фактор к минимуму. Заводы, использующие оборудование 90-х годов, физически не могут обеспечить стабильность параметров, требуемую современными ГОСТами.
Обратите внимание на логистику. Пластиковые трубы чувствительны к условиям транспортировки. Их нельзя бросать, волоком тащить по земле или хранить под прямыми солнечными лучами без укрытия. УФ-излучение разрушает верхний слой полимера, делая его хрупким. При приемке осмотрите трубы на предмет механических повреждений, полученных при погрузке-разгрузке. Наличие глубоких царапин — основание для возврата партии.
Если вы работаете с крупным проектом, рассмотрите возможность заключения договора с условием проведения независимой экспертизы каждой партии перед отгрузкой. Многие крупные заводы идут навстречу и позволяют представителям заказчика присутствовать при отборе проб и проведении испытаний в своей лаборатории.
В 2025 году рынок наполнился продукцией малоизвестных брендов, демпингующих цены за счет снижения качества сырья. Будьте осторожны с новыми игроками, у которых нет референс-листа успешно эксплуатируемых объектов сроком более 5 лет. Запросите контакты их прошлых клиентов и позвоните им. Реальные отзывы эксплуатационников стоят больше любых маркетинговых брошюр.
Итоговый совет: Не экономьте на классе трубы. Выбор изделия с запасом по давлению (например, PN 16 вместо PN 10) увеличит стоимость проекта незначительно (на 10-15%), но повысит надежность системы в разы. Трубы для напорной канализации ГОСТ: проверка качества должна стать вашей привычкой, а не разовой акцией.
Часто задаваемые вопросы
Как часто нужно проводить гидравлические испытания труб?
Гидравлические испытания обязательны при приемке каждой новой партии товара перед началом монтажа. Кроме того, после завершения монтажа всего трубопровода проводятся комплексные испытания всей системы. Выборочные испытания отдельных труб из партии рекомендуется проводить в соотношении 1 труба на каждые 50-100 штук, но не менее одной трубы от партии. Если партия большая (более 1000 метров), объем выборки увеличивается согласно статистическим таблицам ГОСТ Р ИСО 2859-1.
Можно ли использовать трубы для безнапорной канализации в напорных системах?
Категорически нет. Трубы для безнапорной канализации (серые, обычно маркировка SN2, SN4) имеют значительно меньшую толщину стенки и не рассчитаны на внутреннее давление. Их использование в напорных сетях приведет к мгновенному разрыву при первом же включении насоса. Всегда проверяйте маркировку: для напорных систем нужны трубы с обозначением PN (номинальное давление) и соответствующим цветом (часто оранжевые для наружных сетей или синие/черные с синей полосой для водоснабжения, хотя для напорной канализации допустимы и другие цвета при наличии маркировки PN).
Что делать, если в партии обнаружен брак?
При обнаружении брака необходимо немедленно составить Акт о выявленных несоответствиях с фотофиксацией дефектов. Партия должна быть изолирована и помечена как “Брак”. Уведомите поставщика в письменном виде в течение срока, указанного в договоре (обычно 3-5 дней). Требуйте замены бракованной партии за счет поставщика или возврата денежных средств. Не пытайтесь использовать бракованные трубы для “менее ответственных участков” — в напорной системе любой участок является ответственным.
Какой срок службы у качественных труб ПВХ и ПНД?
При соблюдении условий эксплуатации (температура, давление, отсутствие УФ-излучения для незащищенных труб) срок службы качественных труб из НПВХ и ПНД составляет не менее 50 лет. Это подтверждено долгосрочными испытаниями на ползучесть и старение. Однако этот срок гарантируется только при использовании сертифицированного сырья и соблюдении технологии монтажа. Нарушение правил монтажа (например, перетяжка хомутов или отсутствие компенсаторов) может сократить жизнь трубопровода до 5-10 лет.
Влияет ли цвет трубы на ее качество?
Сам по себе цвет не является прямым показателем качества, так как он задается мастер-бачем (красителем). Однако традиционная окраска имеет смысл: оранжевые трубы обычно предназначены для наружной прокладки и содержат добавки, защищающие от УФ-излучения. Серые трубы чаще используются внутри зданий. Если вы видите оранжевую трубу с тонкой стенкой, предназначенную для наружной канализации, но продавец утверждает, что она напорная — проверьте маркировку PN. Цвет не заменяет технических характеристик.
Подводя итог, хочется подчеркнуть: безопасность и долговечность системы напорной канализации зависят от тщательности входного контроля. Не ленитесь проверять каждую деталь, от маркировки до результатов гидравлических тестов. Ваша внимательность сегодня сэкономит огромные средства завтра.
Если у вас возникли сложности с интерпретацией протоколов испытаний или нужна помощь в подборе труб под конкретный проект, свяжитесь с нашими техническими специалистами. Мы готовы провести независимую экспертизу вашей партии и предоставить заключение в соответствии с требованиями ГОСТ.
Каталог сертифицированных напорных труб ГОСТ | Услуги технического контроля качества